

Rearward pull clamping type lathe fixture for processing of inner hole and end faces of thin-walled part
A technology of thin-walled parts and vehicle fixtures, which is applied in the direction of metal processing machinery parts, manufacturing tools, metal processing equipment, etc., can solve the problems that affect the process processing, cannot be close to the positioning surface, and the clamping force is large, so as to facilitate mass production , It is not easy to deform the workpiece, and the effect of simple structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The present invention will be further described below in conjunction with the accompanying drawings and specific embodiments.
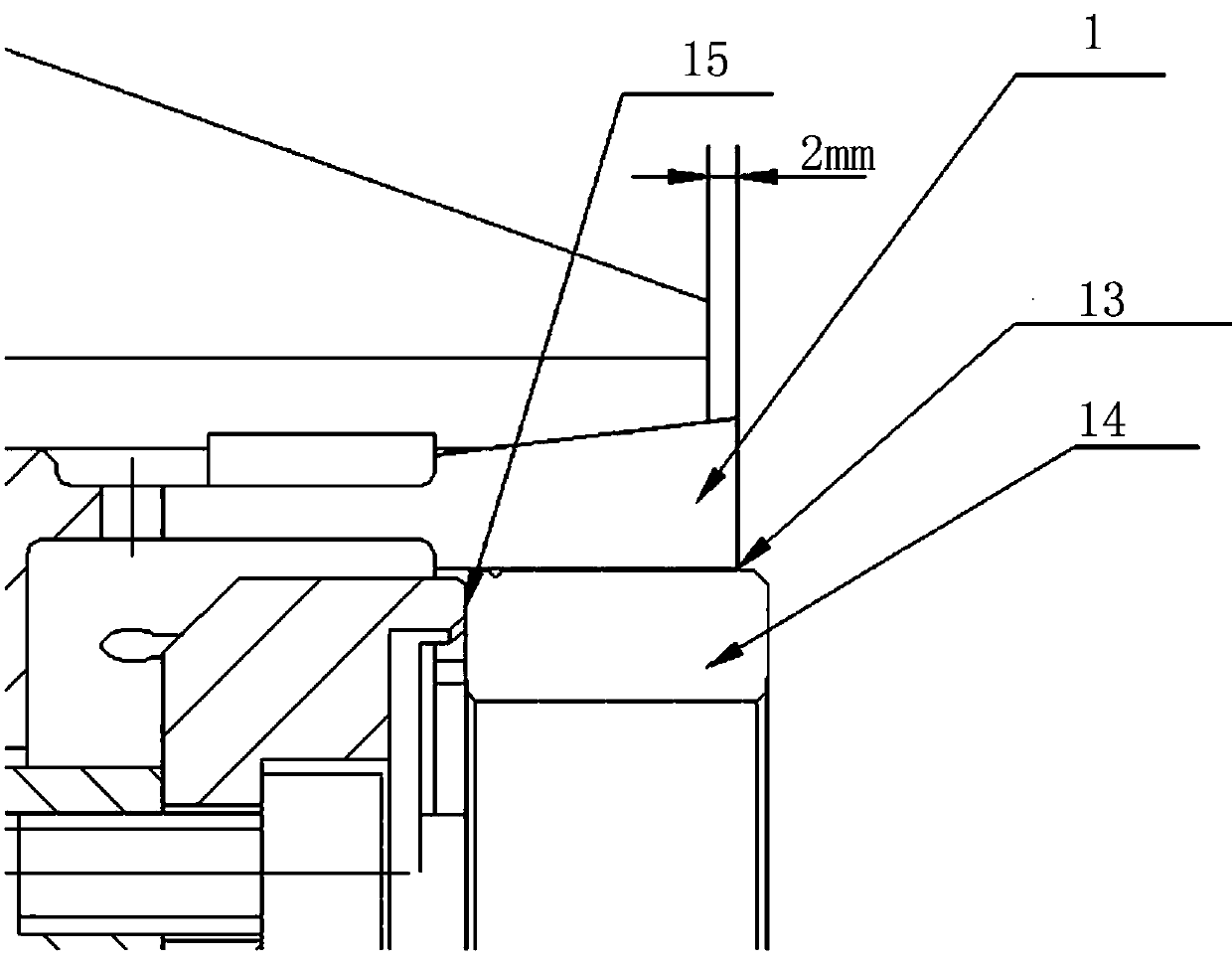
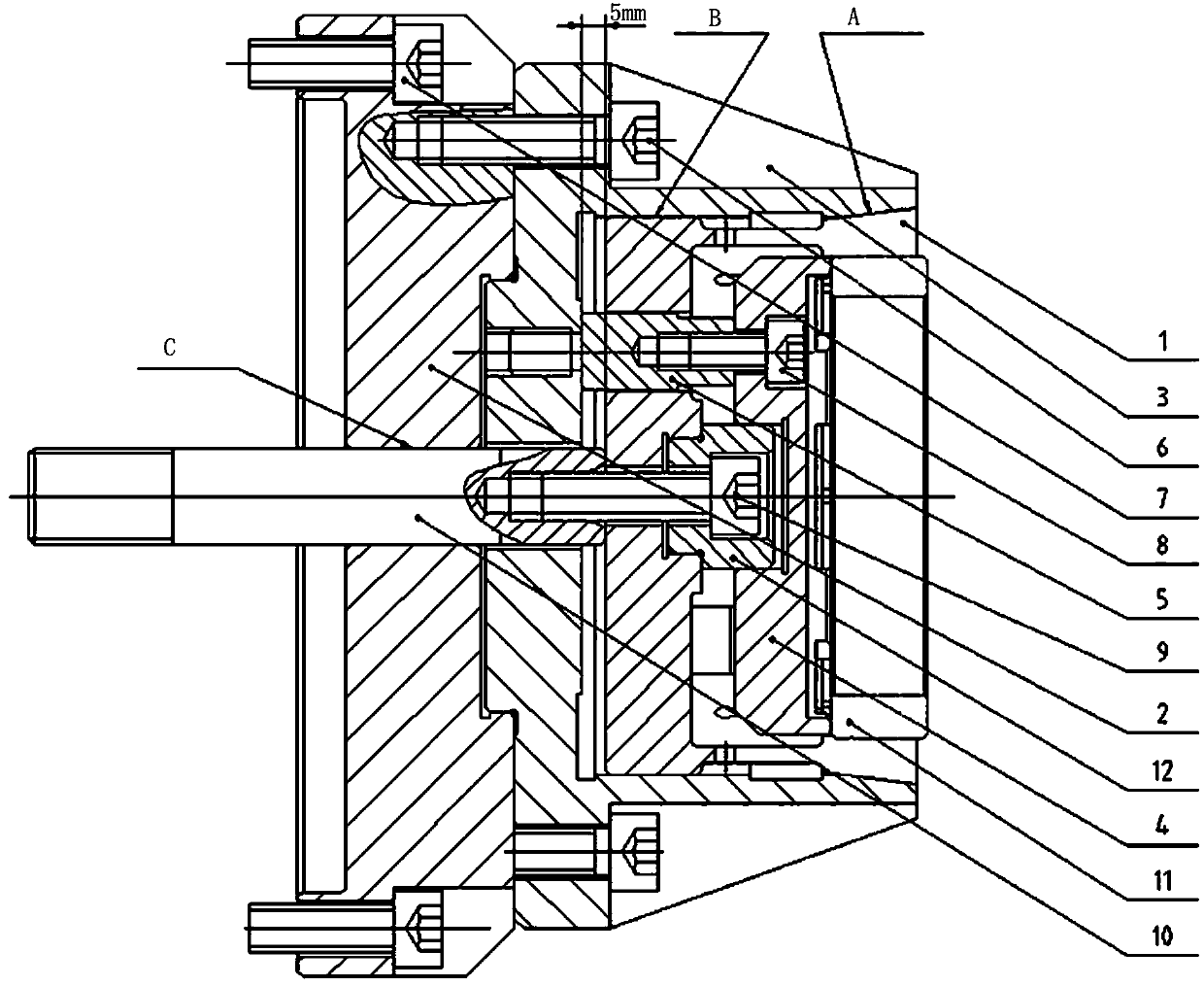
[0024] according to figure 1 with figure 2 , a back-tight clamp for the inner hole and end face of a thin-walled part, including a jacket 1, a connecting plate 2, a cylindrical base 3 (a cylindrical disc base), a positioning seat 4, a connecting rod 5, and a pull rod 10. Calibration piece 11, positioning sleeve 12, and socket head cap screws 6, 7, 8, 9 for connection. The cylindrical base 3 is close to the end face (i.e. figure 2 The inclined surface connected with the jacket 1) has a 7°30’ taper in the inner diameter, which matches with the 7°30’ taper in the outer diameter of the jacket 1 (that is, the outer circle of the jacket). One end of the tie rod 10 is connected with the lathe oil cylinder, and the other end is connected with the jacket 1 through the hexagon socket cap screw 9 . One end of the positioning sleeve 12 is slidingly m...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More