

Second-level system progress control method and device of hot rolled strip rolling mill
A process control, hot-rolled plate technology, applied in electrical program control, digital control, etc., can solve the problems of high price of ALPHA server, not adapting to the development trend, inconvenient debugging and development, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0031] A secondary system process control method and device for a hot-rolled strip mill provided in this embodiment, such as Figures 1 to 3 Shown:
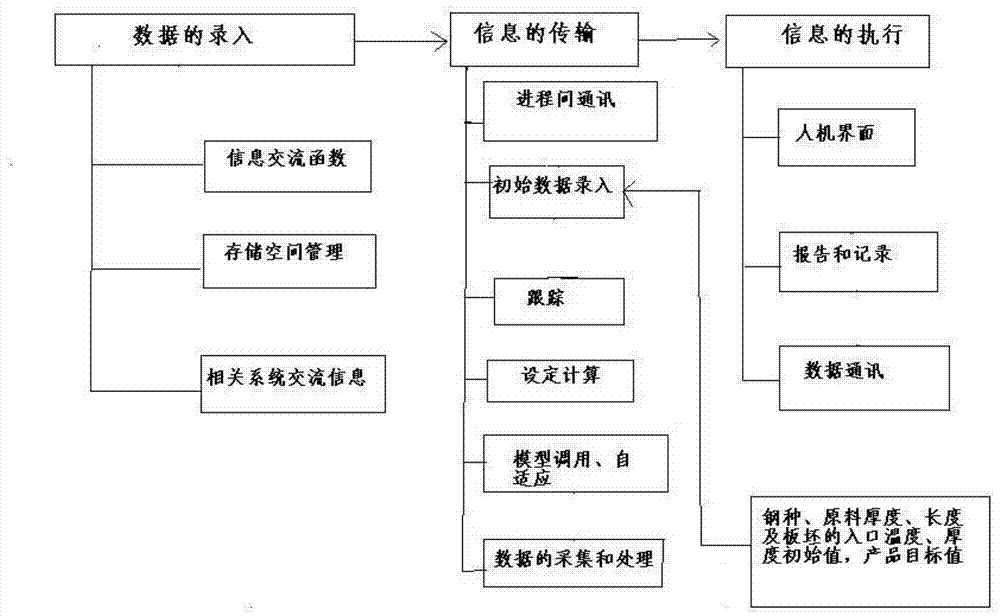
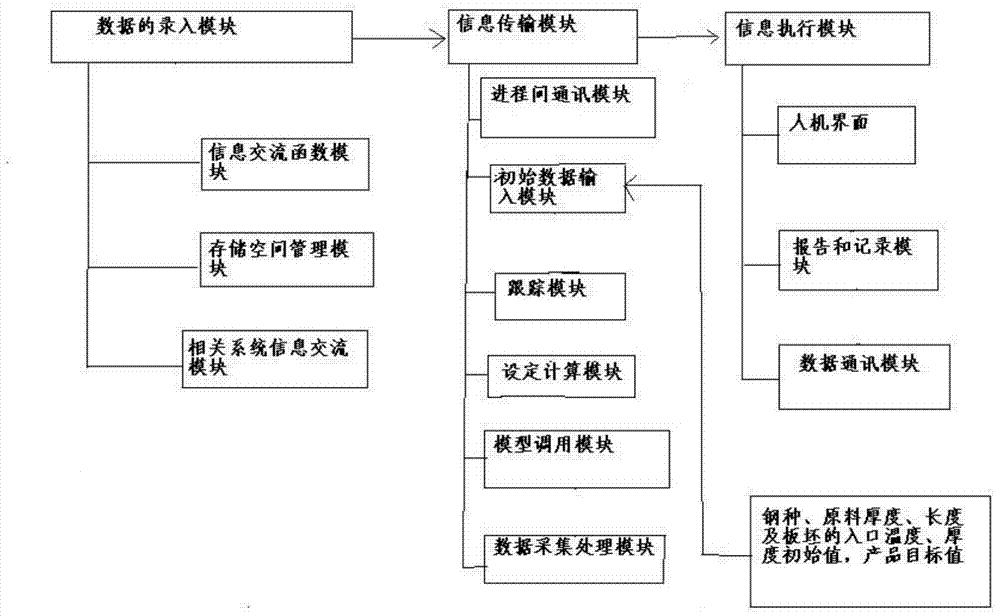
[0032] Including data entry, information transmission and information execution, the information execution includes, human-machine interface, reporting and recording, and data communication; the information transmission includes inter-process communication, initial data input, model invocation, and data collection and processing ; the steps it contains are:
[0033] 1) Inter-process communication. The inter-process communication includes a network remote object calling framework, which conceptually adopts the Microsoft .net remote object concept, and uses native C++, .netC++ and C# for codes.
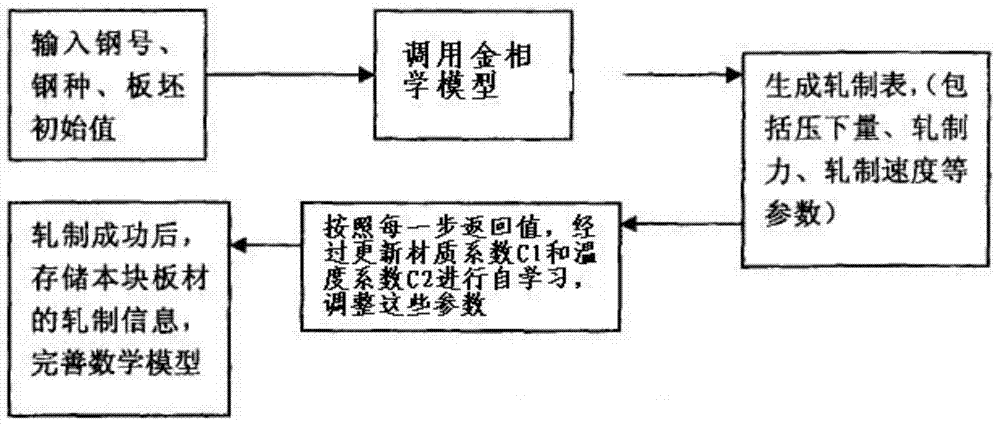
[0034] 2) Input of initial data, including steel grade and slab inlet temperature, initial value of thickness, input product target value;
[0035] 3) Call the model, adopt the metallographic model, and use the bivariate self-study coeff...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More