Electrical control system of anode assembly casting vehicle and control method of electrical control system
An electrical control system, casting car technology, applied in the directions of transportation and packaging, load hanging components, etc., can solve the problems of step-by-step speed regulation and inaccurate positioning.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0030] In order to further explain the technical means and effects of the present invention to achieve the intended purpose of the invention, the electrical control system and the control method of the anode assembly casting car proposed according to the present invention are specifically implemented below in conjunction with the accompanying drawings and preferred embodiments Ways, methods, steps, features and effects thereof are described in detail below.
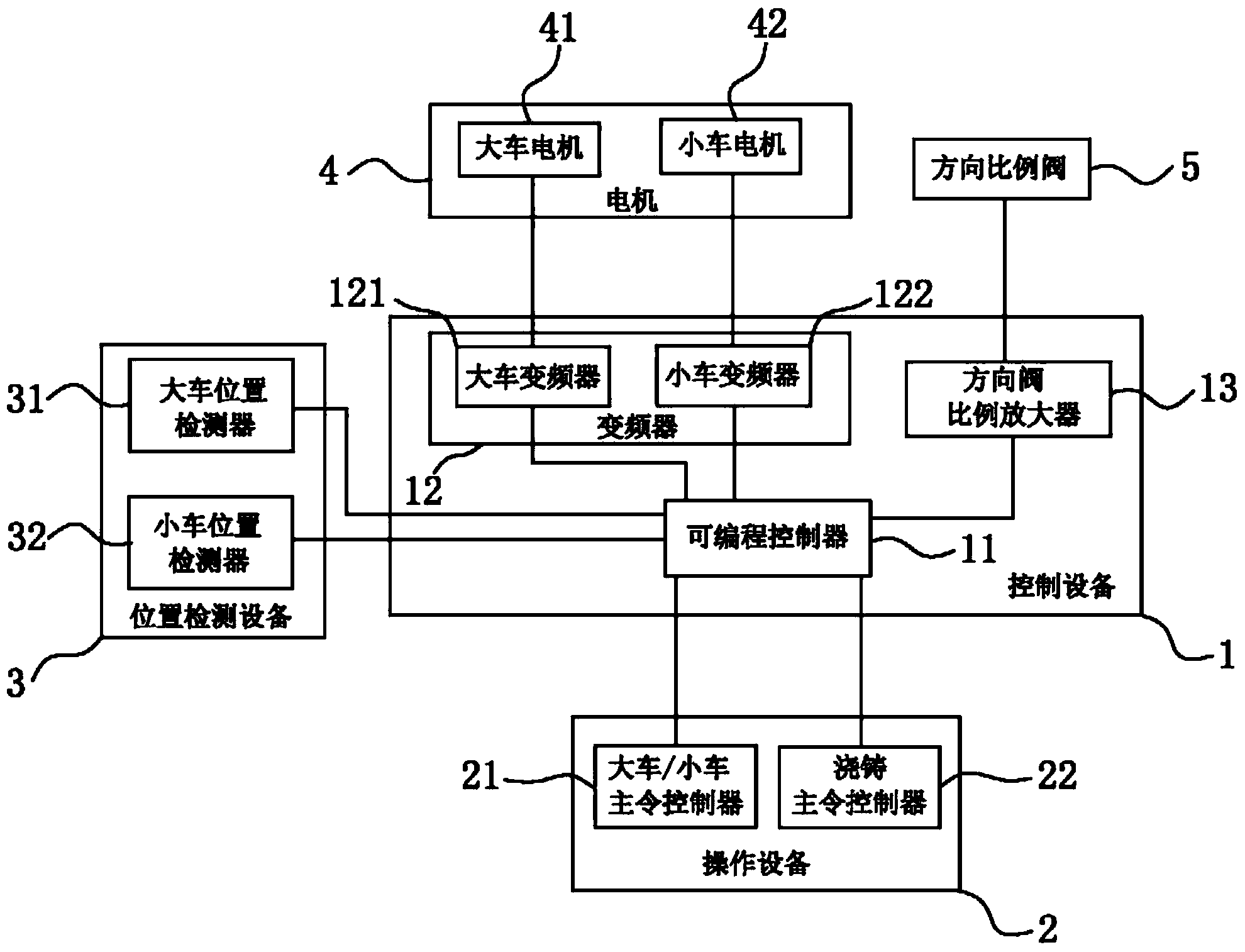
[0031] The core of the present invention is that the owner of the cart / trolley instructs the controller to generate a switch signal and an analog signal, and the programmable controller separately processes the received switch signal and the analog signal and sends them to the The frequency converter is controlled by the programmable controller to drive the operation of the motor, the switch signal controls the start and stop of the motor, and the analog signal controls the continuous speed regulation and direction of the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More