

Friction-stir brazing method for wear-free thick clad plate using wide-shouldered thick needle tool
A technology of friction stir and brazing method, applied in manufacturing tools, welding equipment, welding equipment, etc., can solve the problems of insufficient mechanical effect, poor oxide film removal effect, insufficient thermal-mechanical effect, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0039] 1. Base metal and welding method
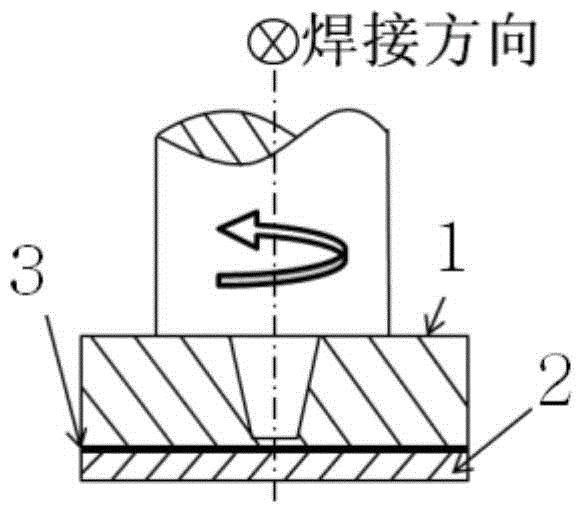
[0040] see figure 1 , The welding base material is pure aluminum plate (upper plate) with a thickness of 14mm and 304 stainless steel plate (lower plate) with a thickness of 2mm, and the solder is pure zinc foil with a thickness of 0.1mm. Before welding, polish the surface of the pure aluminum plate, stainless steel plate to be welded and both sides of the zinc foil with No. 240 sandpaper to remove the surface oxide film, and then wipe it with absolute ethanol. Pre-place the zinc foil between the two plates and perform welding. When welding, the needle tool is pressed into the pure aluminum plate, and the pressing depth is controlled at a distance of about 1mm between the stirring needle and the lower stainless steel base material, without contact with the stainless steel plate, and the inclination angle of the stirring head is 2o. After the stirring head is completely pressed into the aluminum base metal, it is preheated for about 1...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More