

Laser-arc hybrid welding method
A hybrid welding and laser arc technology, which is applied in laser welding equipment, welding equipment, welding/welding/cutting items, etc., can solve the problems of slow welding speed, etc., and achieve the effect of improving low-temperature crack resistance and reducing the amount of diffusible hydrogen
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0043] Regarding the amount of diffusible hydrogen in the weld metal portion of the hybrid laser arc welded joint, the present invention will be described more specifically with examples given.
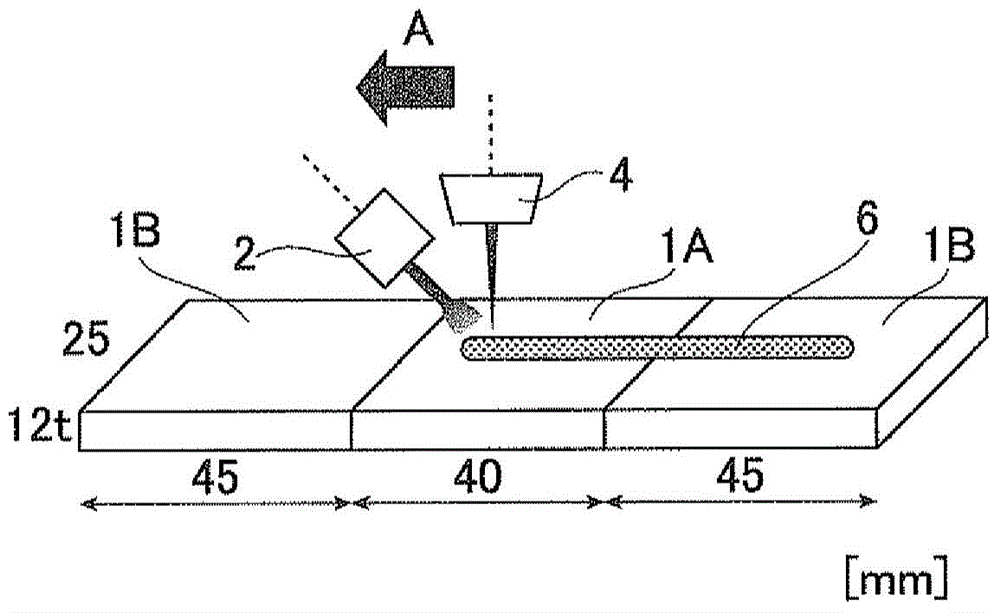
[0044] As a method of measuring the amount of hydrogen in a steel welded portion targeted for arc welding, the test method described in JIS Z 3118 is generally used. Therefore, in the measurement of diffusible hydrogen in hybrid laser arc welding, basic items such as the shape of the test piece, the capture of diffusible hydrogen, and the method of measuring the amount of hydrogen are carried out in accordance with JIS (Japanese Industrial Standards). That is, from the HT780 grade steel plate used as the test steel, a figure 2 Test plate 1A with plate thickness 12mm x width 25mm x length 40mm as shown and arc starting plate (end tab) 1B with plate thickness 12mm x width 25mm x length 45mm were measured for various laser arc hybrid welding conditions. The amount of diffusible hydroge...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More