

Wide-gap vertical butt-joint single face CO2 welding technology and copper gasket special for welding technology
A welding process and wide-gap technology, applied in welding equipment, welding equipment, auxiliary welding equipment, etc., can solve problems such as inclusions, segregation of the bottom weld bead, and poor surface forming of the back weld to achieve fine and uniform grains , Eliminate inclusions and deflection, and the welding seam is beautifully formed
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0017] In order to describe the technical content, structural features, achieved goals and effects of the present invention in detail, the following will be described in detail in conjunction with the embodiments and accompanying drawings.
[0018] The most critical idea of the present invention is to provide a wide-gap vertical butt joint single-sided CO 2 In the welding process, the copper pad is used in the process step, and the copper pad is cooled. The invention effectively improves the toughness of the weld zone, prevents the generation of inclusions, and effectively prevents the decrease of the toughness of the heat-affected zone.
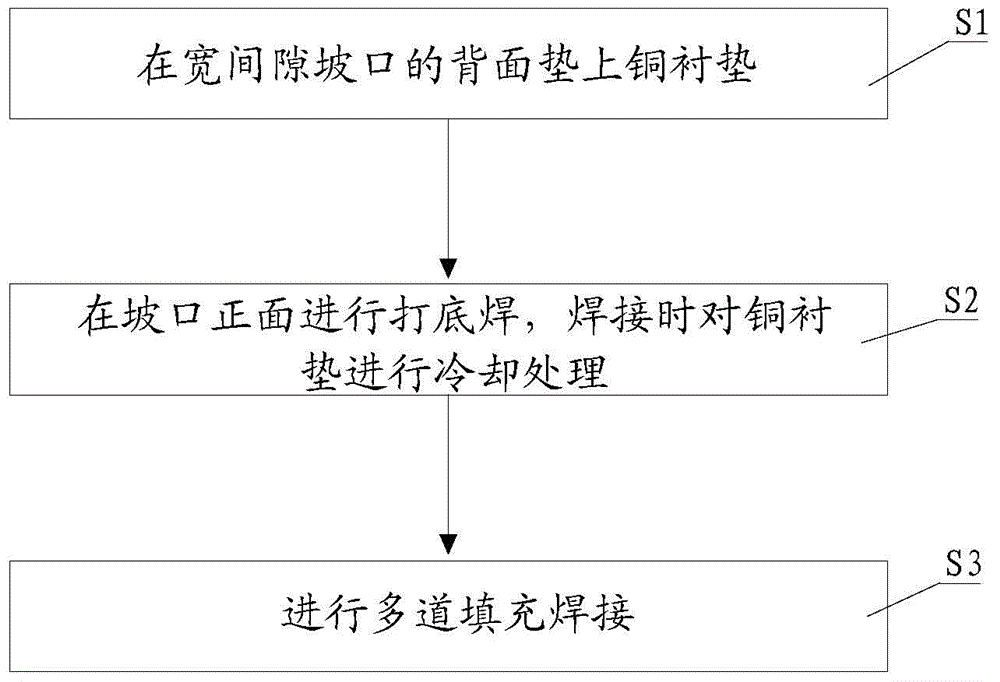
[0019] see figure 1 , in this embodiment, wide-gap vertical butt joint single-sided CO 2 The welding process includes the following steps:
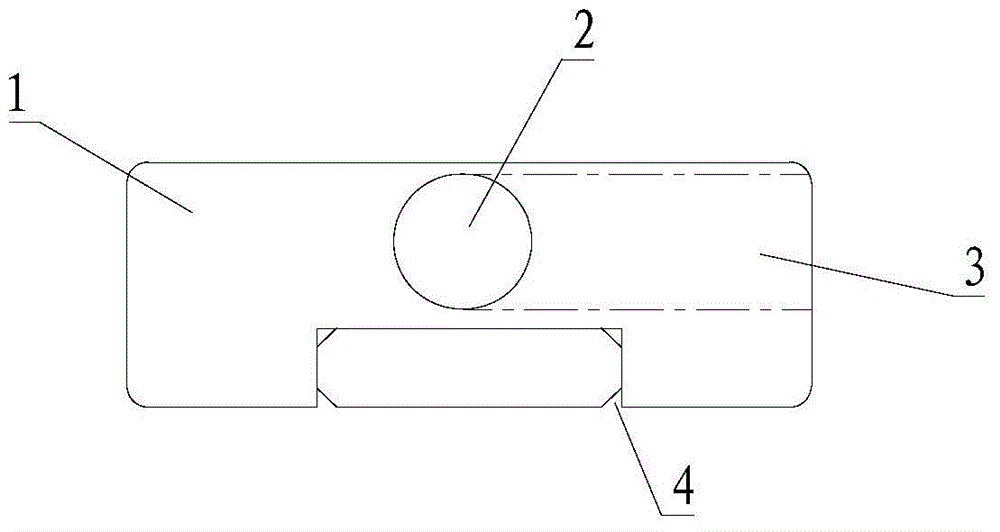
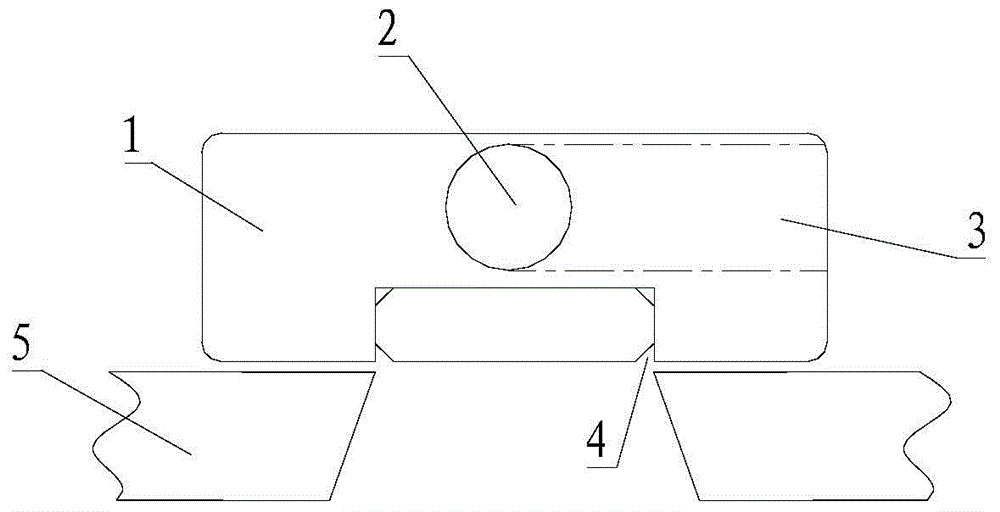
[0020] S1: Put a copper liner on the back of the wide gap groove;
[0021] S2: Underground welding is performed on the front side, and the copper pad is cooled during welding;
[0022] S3: Perfor...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More