A rolling efficiency improvement method suitable for a five-stand cold tandem rolling mill
What is AI technical title?
AI technical title is built by PatSnap AI team. It summarizes the technical point description of the patent document.
A five-stand continuous cold rolling and rolling power technology, which is applied in the direction of rolling mill control devices, metal rolling, metal rolling, etc., can solve problems such as seldom considering rolling speed, so as to increase production capacity and improve rolling The effect of improving speed and rolling efficiency
Active Publication Date: 2017-05-31
BAOSHAN IRON & STEEL CO LTD
View PDF9 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
And seldom take into account the problem of rolling speed
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0035] In this embodiment, the steel strip whose raw material type is MRT-5CA and the incoming material size is 2.01 mm×935 mm is taken as an example to illustrate the application process of the related technology described in the present invention.
[0036] In step S01, equipment and process parameters of the five-stand tandem cold rolling mill are collected, including:
[0037] Work rolldiameter D of frame 1-5 iw ={482.89,486.32,459.24,386.21,394.5}mm,
[0038] Allowable maximum rolling pressure setting value P of stand 1-5 rolling mill i max ={1800,1800,1800,1800,1800}t,
[0039] Allowable maximum rolling power setting value F of stand 1-5 rolling mill i max ={2680,4000,4000,4000,4000}kw,
[0040] Uncoiler tension T 0 =70MPa,
[0041] The maximum allowable tension T at the exit of the rolling mill for stands 1-4 i max =250MPa,
[0042] The minimum allowable tension T at the exit of the rolling mill for stands 1-4 i min =80MPa,
[0098] In this embodiment, the steel strip whose raw material type is MRT-4CA and the incoming material size is 2.01mm×812mm is taken as an example to illustrate the application process of the related technology described in the present invention.
[0099] In step S01, equipment and process parameters of the five-stand tandem cold rolling mill are collected, including:
[0100] Work rolldiameter D of frame 1-5 iw ={468.06,479.48,490.72,398.32,402.35}mm,
[0101] Allowable maximum rolling pressure setting value P of stand 1-5 rolling mill i max ={1800,1800,1800,1800,1800}t,
[0102] Allowable maximum rolling power setting value F of stand 1-5 rolling mill i max ={2680,4000,4000,4000,4000}kw
[0103] Uncoiler tension T 0 =70MPa,
[0104] The maximum allowable tension T at the exit of the rolling mill for stands 1-4 i max =250MPa,
[0105] The minimum allowable tension T at the exit of the rolling mill for stands 1-4 i min =80MPa,
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
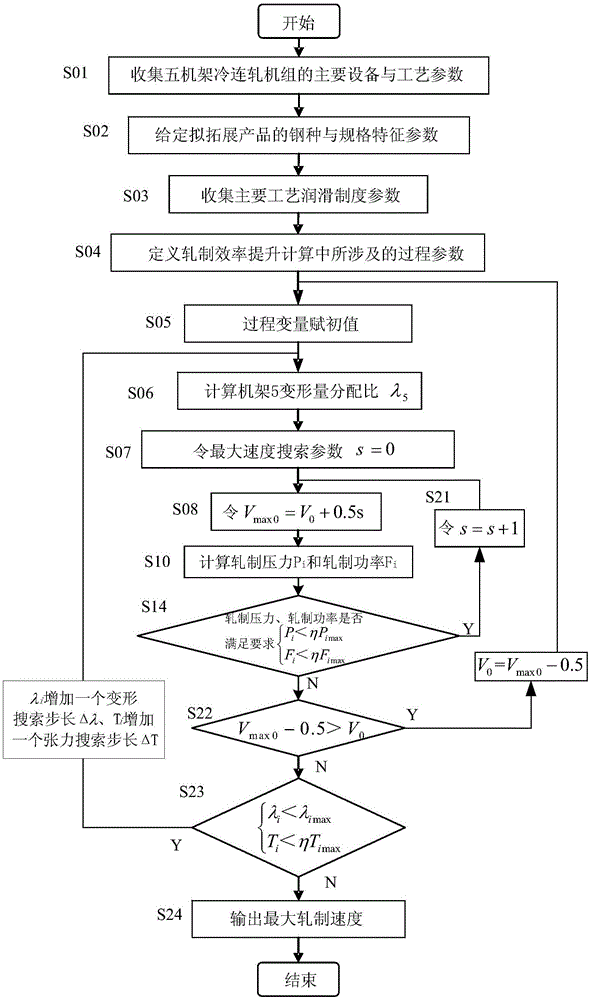
The invention relates to a control device or method special for metal rolling mills or machined products of the metal rolling mills, in particular to a rolling efficiency improvement method suitable for five-stand cold continuous rolling units. According to existing device parameter and technological parameter data of a cold continuous rolling unit control system and steel types and specification characteristic parameters of products for expansion, the rolling pressure and the rolling power are calculated, and then synthetic judgment is carried out according to the permission safety factors of the units; on the premise of guaranteeing the safety margin of rolling production, by optimally distributing the rolling reduction and the outlet tension of each stand, the limit rolling speed of the units is increased to the maximum degree under the specific technological lubricationsystem, the maximum rolling speed is searched and regarded as a control parameter, and the rolling speed of limit specification products is increased; on the condition without increasing the equipment investment, the range of the limit specification products of the cold continuous rolling units can be expanded, and the capacity and the production efficiency of the cold continuous rolling units can be improved.
Description
technical field [0001] The invention relates to control equipment or methods specially suitable for metal rolling mills or processed products thereof, in particular to a method for improving rolling efficiency for controlling the rolling process of a five-stand cold tandem rolling mill. Background technique [0002] For the cold rolling production line, when the market positioning and product outline of the unit change, the production capacity of the unit needs to be calculated. The on-site calculation of production capacity is more focused on the calculation of reduction capacity to determine whether it can be rolled and the limit thickness that can be rolled. And seldom take into account the problem of rolling speed. Chinese invention patent application "A device and method for setting the reduction amount and rolling speed of each stand of cold continuous rolling" (application number: 201310193184.3 application publication number: CN103272853A) discloses a rolling reduct...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More  Login to View More
Login to View More