

Process method and system for comprehensive utilization of acid gas
A process method and acid gas technology, applied in chemical methods, chemical instruments and methods, and sulfur compounds for reacting liquid and gaseous media, can solve problems such as long process, inability to produce valuable fuming sulfuric acid, and difficult operation of devices , to achieve the effect of improving the depth of reaction
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
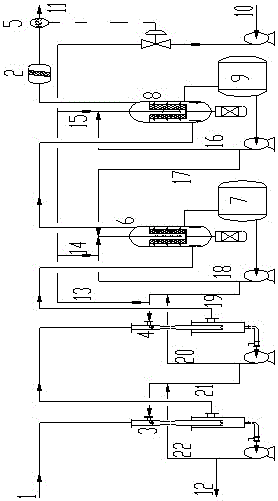
[0073] use as figure 1 The process method and the system shown, react with acid gas and NaOH solution as raw materials. CO in acid gas 2 The volume fraction is 7%, H 2 The volume fraction of S is 92%, and the volume fraction of hydrocarbons is 1%. The mass concentration of NaOH solution is 38%.
[0074] In embodiment 1, primary reactor and secondary reactor adopt Venturi reactor, and tertiary reactor and quaternary reactor adopt rotary bed reactor, and described Venturi reactor and rotary bed reactor can be this field Common Venturi reactors and rotating bed reactors.
[0075] In Example 1, the volume flow ratio of the second reaction product liquid recycled to the primary reactor to the total reaction product liquid of the primary reactor is 5:6. The volume flow ratio of the second reaction product liquid recycled to the secondary reactor to the total reaction product liquid of the secondary reactor is 5:6. The volume flow ratio of the second reaction product liquid rec...
Embodiment 2
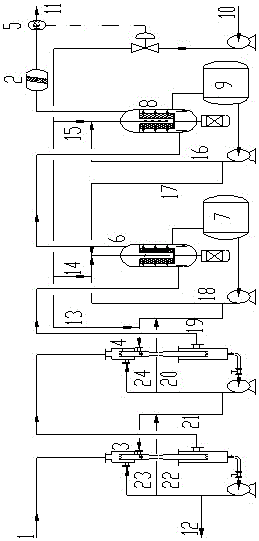
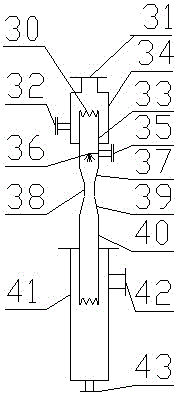
[0079] use as figure 2 Shown process method and system, in embodiment 2, primary reactor and secondary reactor adopt image 3 The Venturi reactor shown, the third-stage reactor and the fourth-stage reactor are rotating bed reactors.
[0080] In Example 2, the volume flow ratio of the reaction product liquid recycled back to the primary reactor through the absorption liquid inlet of the primary reactor to the total reaction product liquid of the primary reactor is 5:8. The volume flow ratio of the reaction product liquid circulated back to the primary reactor through the circulating liquid inlet of the primary reactor and the total reaction product liquid of the primary reactor is 5:24.
[0081] The volume flow ratio of the reaction product liquid recycled back to the secondary reactor through the absorption liquid inlet of the secondary reactor and the total reaction product liquid of the secondary reactor is 5:8. The volume flow ratio of the reaction product liquid circula...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More