

Machining method for large-sized inner-hexagon blind hole
A processing method and large-size technology, which is applied in the processing field of large-size internal hexagonal blind holes, can solve the problems of high labor intensity and low efficiency, and achieve the effects of low labor intensity, improved efficiency, and stable product quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] The present invention will be described in detail below in conjunction with the accompanying drawings and specific embodiments.
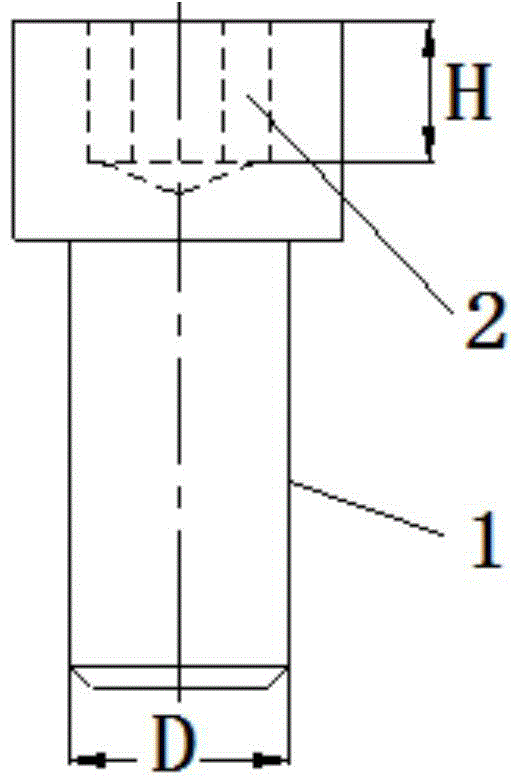
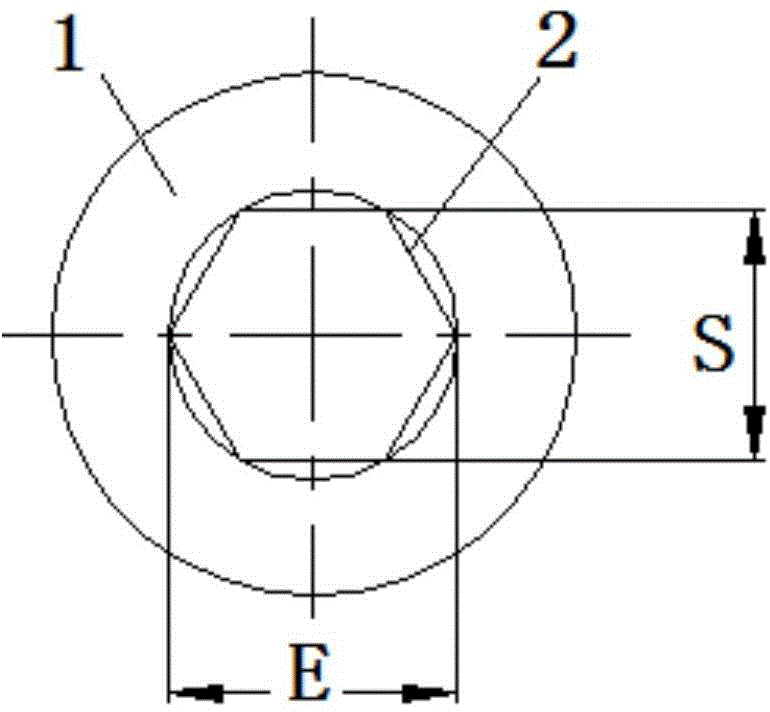
[0027] refer to figure 1 and figure 2 , is the structure of the large-size inner hexagonal blind hole workpiece 1 to be processed in the present invention. An inner hexagonal blind hole 2 is designed at the center of the large end face of the workpiece 1. The diameter of the outer circle of the small end of the workpiece 1 is D, and the inner hexagonal blind hole 2 The diameter of the circumscribed circle is E, the relative plane distance of the inner hexagonal blind hole 2 is S, and the blind hole depth of the inner hexagonal blind hole 2 is H.
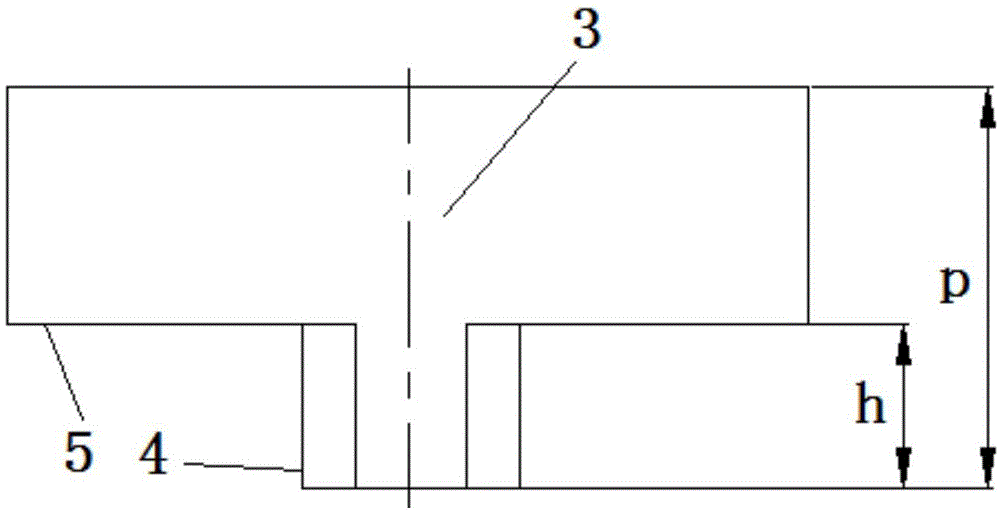
[0028] The processing tooling that the inventive method adopts comprises inner hexagonal punch 3, horizontally arranged opening backing plate 6 and vertically arranged opening pressing plate 8, two equal-height pads one 10 and two equal-height pads two 12,
[0029] refer to image 3 and Figure...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More