

A sealing ring processing method and a sealing ring processed by the method
A processing method and sealing ring technology, which are applied in engine sealing, metal processing equipment, machine tools suitable for grinding workpiece planes, etc., can solve problems such as large surface roughness, difficult processing, and low forming accuracy, and achieve processing The effect of high precision, strong convergence characteristics, and low cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
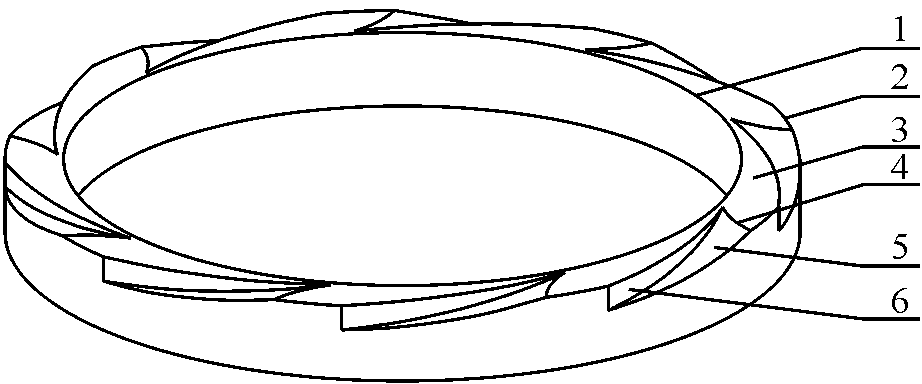
[0089] Example 1: Please refer to figure 1 , figure 2 and image 3 .
[0090] A method for processing a sealing ring, comprising the steps of grinding the sealing end surface of the sealing ring and the step of grinding the shallow groove on the sealing end surface, firstly using a cup-shaped grinding wheel to grind the sealing end surface of the sealing ring, and then using the cup-shaped grinding wheel to grind the shallow groove groove. In the step of grinding the sealing end face, the cup-shaped grinding wheel rotates around the axis of the grinding wheel, the sealing ring rotates around the axis of the sealing ring, and the cup-shaped grinding wheel makes a cutting movement relative to the workpiece surface to remove the machining allowance of the sealing end face. For the end face, it is divided into two stages: coarse grinding and fine grinding. In the step of grinding shallow grooves, the radius of the cup-shaped grinding wheel is 175 mm, the width of the end face...
Embodiment 2
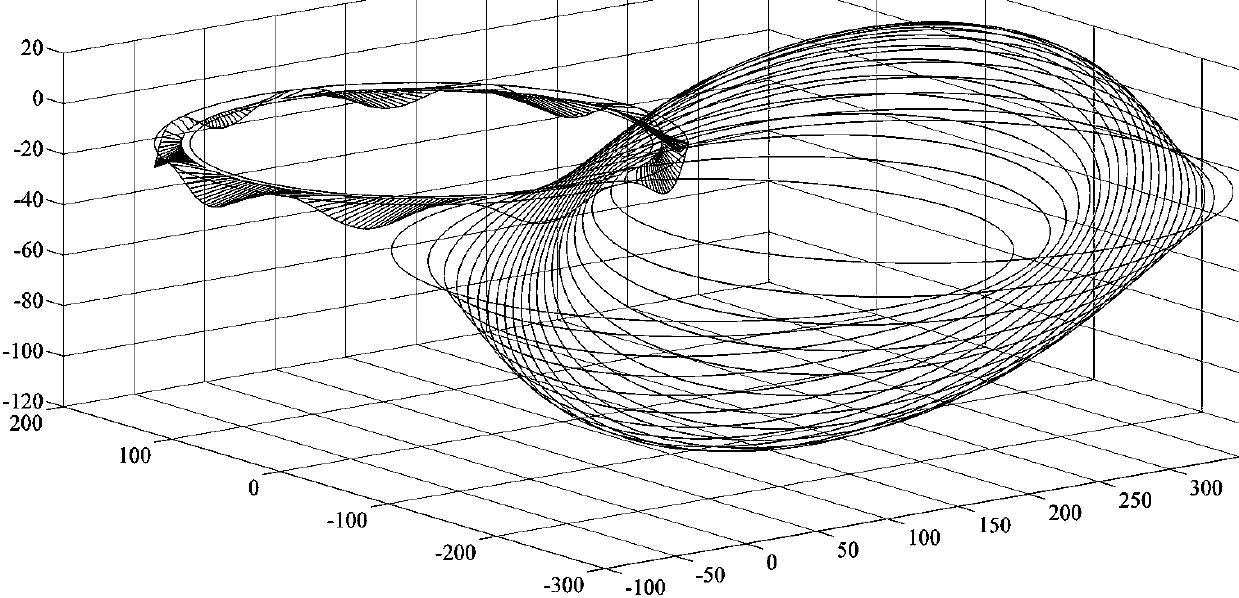
[0095] Example 2: Please refer to Figure 4 , Figure 5 , Figure 6 and Figure 7 .
[0096] A method for processing a sealing ring, comprising the steps of grinding the sealing end surface of the sealing ring and the step of grinding the shallow groove on the sealing end surface, firstly using a cup-shaped grinding wheel to grind the sealing end surface of the sealing ring, and then using the cup-shaped grinding wheel to grind the shallow groove groove. In the step of grinding the sealing end face, the cup-shaped grinding wheel rotates around the axis of the grinding wheel, the sealing ring rotates around the axis of the sealing ring, and the cup-shaped grinding wheel makes a cutting motion relative to the surface of the workpiece to remove the machining allowance of the sealing end face. In the step of grinding the shallow groove, the radius of the cup grinding wheel is 175mm, and the inclination angle between the cup grinding wheel and the sealing end face is 0.00081 ra...
Embodiment 3
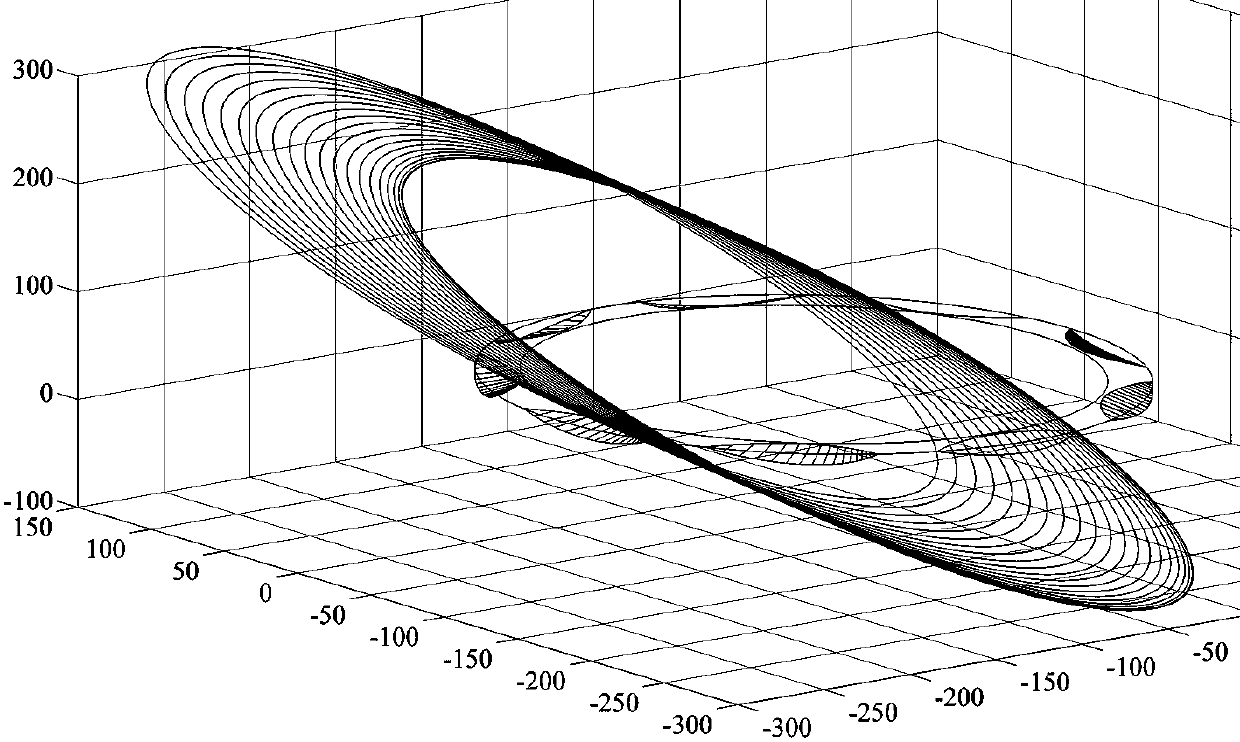
[0101] Example 3: Please refer to Figure 8 , Figure 9 and Figure 10 .
[0102] A method for processing a sealing ring, comprising the steps of grinding the sealing end surface of the sealing ring and the step of grinding the shallow groove on the sealing end surface, firstly using a cup-shaped grinding wheel to grind the sealing end surface of the sealing ring, and then using the cup-shaped grinding wheel to grind the shallow groove groove. In the step of grinding the sealing end face, the cup-shaped grinding wheel rotates around the axis of the grinding wheel, the sealing ring rotates around the axis of the sealing ring, and the cup-shaped grinding wheel makes a cutting motion relative to the surface of the workpiece to remove the machining allowance of the sealing end face. In the step of grinding the shallow groove, the radius of the cup wheel is 175 mm, and the distance from the center of the end face of the cup wheel to the axis of the seal ring is 263 mm, except fo...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More