Group welding method for five plates on roof of CRH5 motor train unit
A technology for EMUs and plates, applied in vehicle parts, welding equipment, welding equipment, etc., can solve the problems of large welding heat input, difficult to control the width and shape of the roof, affecting product quality, etc. Difficulty, the effect of improving labor efficiency and product quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
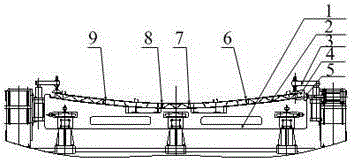
[0011] refer to figure 1 , 1 represents the clamping plate for reverse assembly and welding, 2 represents the five roof panels during reverse assembly and welding, 3 represents the reverse mounting pressing device, 4 represents the special pressing block for side tightening, 5 represents the side tightening device, 6, 7, 8, 9 represent reverse installation welds. First, drop the five roof panels into the anti-assembly and welding clamping plate. The order of assembly is from left to right in the figure. The upper and lower edges of the top are snapped into the upper and lower slots of the special press block 4 for side clamping, and then the side clamping device 5 is started, and the side clamping device 5 acts on the contact surface of the special press block 4 for side clamping, and the clamping force passes through the side The special pressure block 4 for tightening is transmitted to the entire roof, which can make the overall force more uniform, tighten each weld seam of...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More