

A welding method for the shell and the flange of a thick plate container with a thickness of more than 30 mm
A container shell and welding method technology, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problems of large flange welding deformation, reduce the welding workload of flange and shell, and achieve welding efficiency Improve and reduce the difficulty of group pairing and eliminate the effect of deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
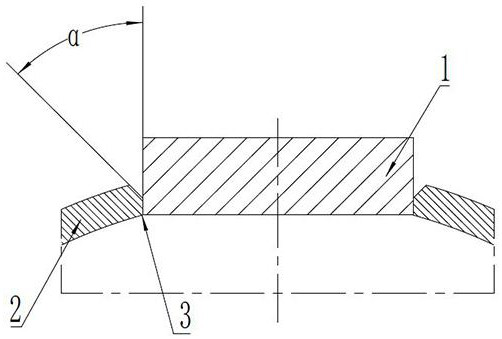
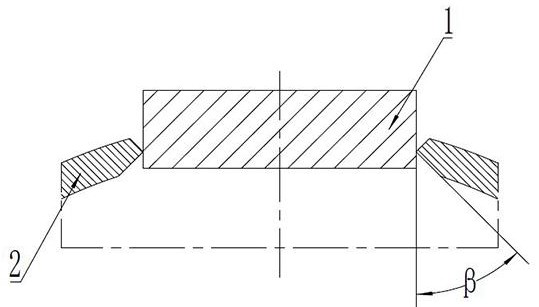
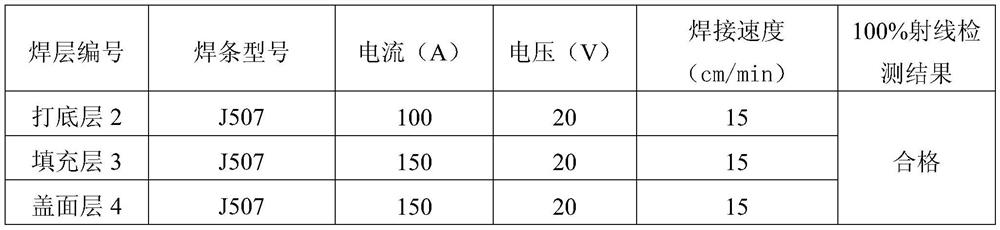
[0025] A welding method for the shell and flange of a thick plate over 30mm. The thickness of the shell is 30mm, and the material is Q345R. First, the flange hole is processed on the shell by a machine tool. The inner diameter of the flange hole is larger than the outer diameter of the flange. Use grinding equipment to grind the inner surface of the flange hole, the roughness of the inner surface of the flange hole is Ra6.3, and then use air gouging to process a single-sided groove on the outer edge of the flange hole shell ("K" type groove a ), the angle α between the first unilateral bevel and the vertical direction is 30°, and the length of the blunt side 3 is 10mm; by adjusting the relative position of the shell and the flange, the flange is welded on the blunt side 3 to ensure the horizontal The angle is 0.2mm, and the perpendicularity is 0.2mm; the "K" type groove a is welded by the welding rod manual welding process, and the bottom layer of the weld seam is made of Ele...
Embodiment 2
[0032] A welding method for the shell and flange of a thick plate over 30mm. The thickness of the shell is 40mm, and the material of the shell is S30408. First, the flange hole is processed on the shell by a machine tool. The outer diameter is smaller than 5mm, use grinding equipment to grind the inner surface of the flange hole, the roughness of the inner surface of the flange hole is Ra1.6, and then use air gouging to process the single-side bevel ("K" type bevel) on the outer edge of the flange hole shell port a), the angle α between the first unilateral bevel and the vertical direction is 50°, and the length of the blunt side 3 is 50mm; by adjusting the relative position of the shell and the flange, the flange is welded on the blunt side 3, Ensure that the levelness is 0.4mm and the verticality is 0.4mm; the "K" type groove a is welded by the welding rod manual welding process, and the bottom layer of the weld seam is made of Electrode manual welding, filling layer adopts...
Embodiment 3
[0039] A welding method for the shell and flange of a thick plate over 30mm. The thickness of the shell is 60mm, and the material of the shell is Q345R. The diameter is smaller than 3mm, use the grinding equipment to grind the inner surface of the flange hole, the inner surface roughness of the flange hole is Ra3.5, and then use air gouging to process the single-sided groove ("K" type groove) on the outer edge of the flange hole shell a), the angle α between the first unilateral bevel and the vertical direction is 45°, and the length of the blunt side 3 is 30 mm; by adjusting the relative position of the shell and the flange, the flange is welded on the blunt side 3 to ensure The horizontality is 0.8mm, and the verticality is 0.8mm; the "K" type groove a is welded by the welding rod manual welding process, and the bottom layer of the weld seam is made of Electrode manual welding, filling layer adopts Electrode manual welding, cover layer adopts Manual welding with electrod...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More