

Production method of ultra-thin specification hot rolling punching steel with tensile strength of 390-510 MPa
A technology of tensile strength and production method, which is applied in the field of metallurgical plates, can solve the problems of restricting the promotion and use of steel strips for ultra-thin stamping, high production costs, and poor cold forming performance, so as to improve product profit margins and improve alloying elements. Effect of adding less and reducing deformation resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

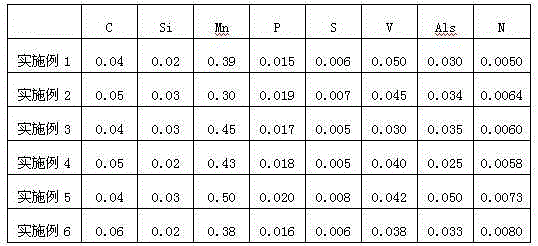


Examples
Embodiment Construction
[0025] The production method of the ultra-thin hot-rolled stamping steel strip of the present invention comprises the following steps: converter smelting→LF furnace refining→continuous casting→heating furnace heating→high-pressure water descaling before rough rolling→2-stand rough rolling→finish rolling High-pressure water descaling → 5-stand finish rolling → laminar cooling → coiling, and control the following parameters:
[0026] Continuous casting adopts liquid core pressing, the thickness of the billet is 70-75mm, the casting speed is controlled at 3.8-4.5m / min, and the tundish temperature is 1555-1565℃;
[0027] The heating of the heating furnace follows the slab heating-soaking-holding system. The furnace time is 25-35min, and the furnace temperature is 1150-1250°C to ensure that the slab is heated evenly without obvious black spots. 30°C; the temperature out of the furnace is preferably: 1180-1210°C.
[0028] High pressure water descaling pressure ≥ 28MPa before rough ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More