

Brazing method for high-temperature alloy assembly of aero-engine
An aero-engine and superalloy technology, applied in welding equipment, metal processing equipment, manufacturing tools, etc., can solve the problems of difficult positioning, difficult to guarantee the honeycomb brazing rate, large brazing deformation, etc., and achieve convenient and secure parts assembly and positioning. Brazing quality, good effect of parts brazing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] The technical solution of the present invention is further described below, but the scope of protection is not limited to the description.
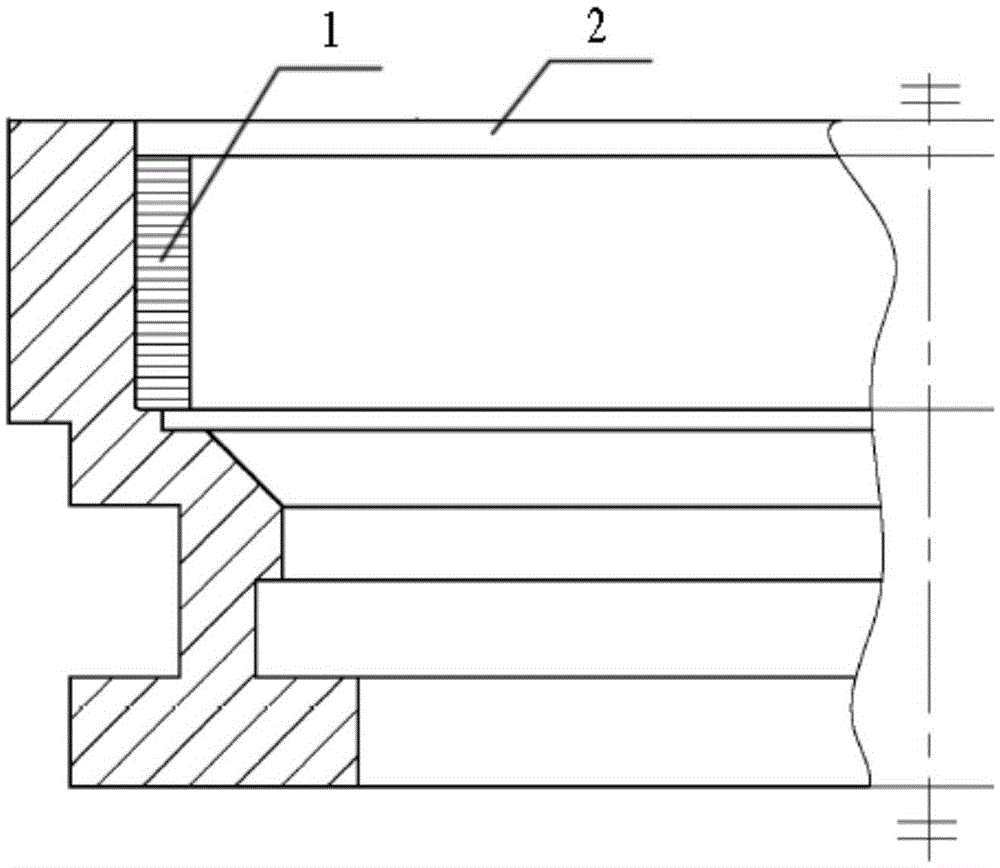
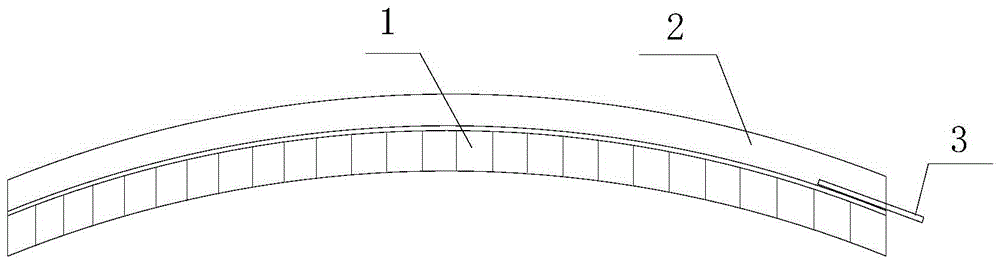
[0021] Such as figure 1 , figure 2 A method for brazing a superalloy component of an aero-engine comprises the following steps:
[0022] ①Cleaning: Ultrasonic cleaning of honeycomb ring 1 and outer ring 2, and then drying;
[0023] ② Filling brazing material: place the brazing material in the core grid of the honeycomb ring 1;
[0024] ③Assembly positioning: Spot-weld the honeycomb ring 1 on the outer ring 2 with energy storage, and check the spot welding and gap conditions;
[0025] ④Primary brazing: put the honeycomb ring 1 and outer ring 2 assembly tooling in a vacuum furnace for brazing, the brazing temperature is 1175-1185°C, keep it warm for 5-10 minutes, then cool it with argon at 1000°C, and leave the furnace when it is less than 100°C ;
[0026] ⑤Inspection: check the appearance and internal brazing quality of the ho...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More