

Asymmetric reduction and drawing process for large forgings
An asymmetric and reduction technology, applied in the field of forging, can solve problems such as the limitation of large reduction rate, achieve the effect of reducing the limitation of headroom, avoiding multiple flips, and improving product quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] Taking the high and medium pressure rotor forging of a thermal power steam turbine as an example, the diameter is The upsetting forging with a weight of 66t is drawn into a diameter of Finished forgings.
[0028] The KD method was used for elongation, and both the upper and lower anvils were V-shaped anvils, and the width ratio of the anvils was 0.6.
[0029] Adopt 15000T hydraulic press.
[0030] The elongation process is carried out according to the following steps:
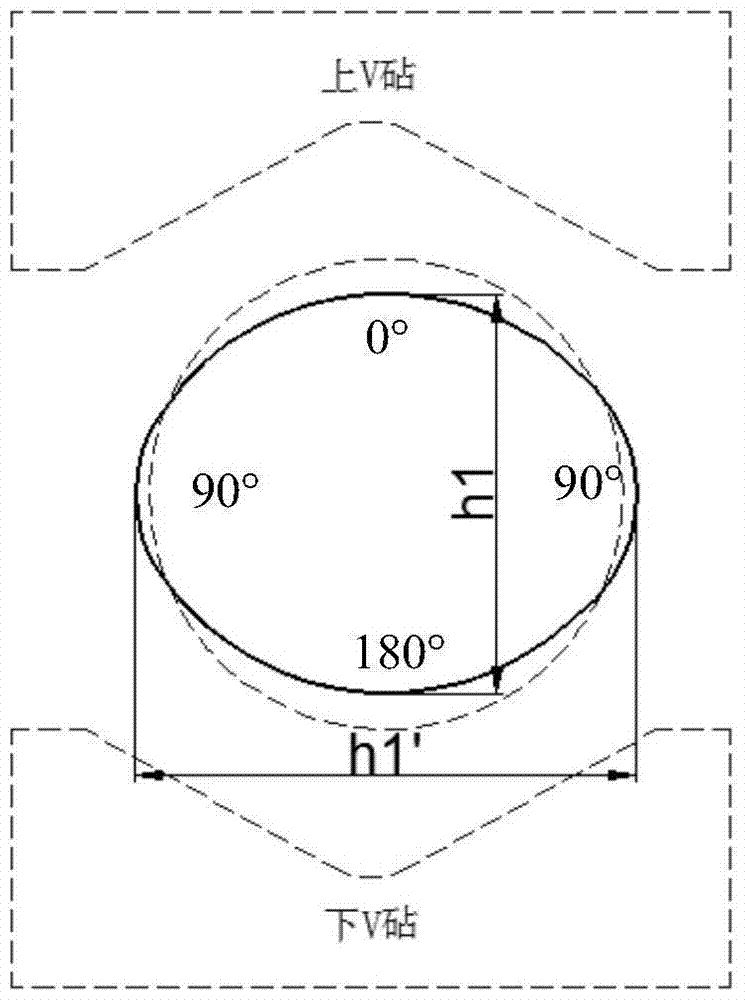
[0031] 1) Put the forgings in accordance with figure 1 Placed in the position shown, the forging is pressed with a small reduction rate in the first pass, and the reduction rate is 15%, and the cross-section of the forging is prefabricated into an ellipse, so as to prevent the forging from being too wide and exceeding the plastic deformation due to the large reduction rate of subsequent multiple passes. scope;
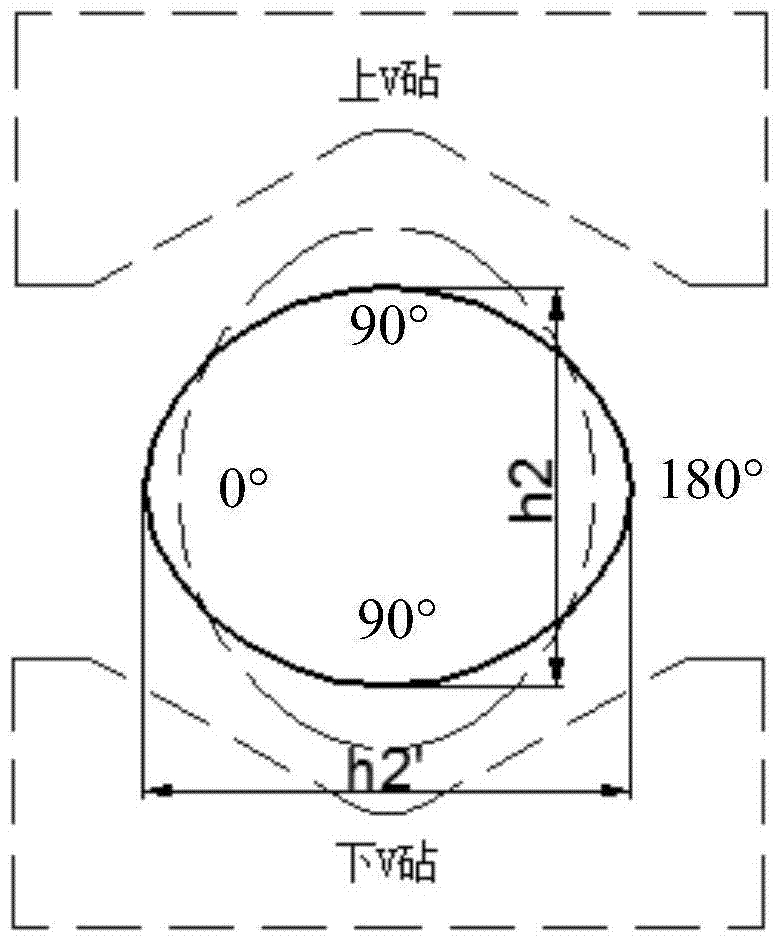
[0032] 2) Turn the forging 90°, such as figure 2 In the position shown, carry out th...
Embodiment 2
[0046] Taking the high and medium pressure rotor forging of a thermal power steam turbine as an example, the diameter is The upsetting forging with a weight of 60t is drawn into a diameter of Finished forgings.
[0047] The KD method was used for elongation, and both the upper and lower anvils were V-shaped anvils, and the width ratio of the anvils was 0.7.
[0048] Adopt 15000T hydraulic press.
[0049] The elongation process is carried out according to the following steps:
[0050] 1) Put the forgings in accordance with figure 1 Placed in the position shown, the forging is pressed with a small reduction rate in the first pass, and the reduction rate is 15%, and the cross-section of the forging is prefabricated into an ellipse, so as to prevent the forging from being too wide and exceeding the plastic deformation due to the large reduction rate of subsequent multiple passes. scope;
[0051] 2) Turn the forging 90°, such as figure 2 In the position shown, carry out th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More