Pressure injection method for integral forming of non-pneumatic tire
A non-pneumatic tire, integral molding technology, applied in the field of tire production technology, can solve problems such as uneven tire pressure, uneven tire dynamic balance, shortened tire service life, etc. Yield and quality effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
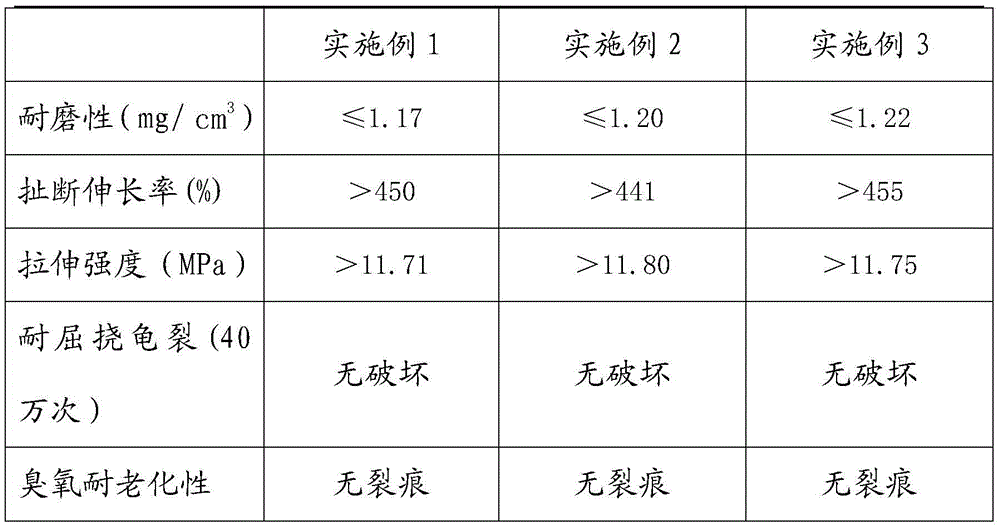
Embodiment 1
[0032] Put the prepared non-inflatable tire manufacturing raw materials into the funnel box, and use a stirring rod to stir evenly; preheat the injection machine to 180°C, so that the injection machine can fully dissolve the material, enhance the consistency of product density, and enhance the durability of the product. Aging performance, the aging resistance of the product is better at this temperature; increase the pressure of the injection machine to 50Pa to ensure that the injection machine has enough pressure to push the material into the mold; adjust the feeding speed to 10m / s to ensure that the material advances at a uniform speed , the softness and hardness of the product are uniform; adjust the holding time, the holding time is divided into three sections, each holding time is 42s, after these three sections of holding pressure, the tensile strength and elasticity of the product are greatly improved; the non-inflatable tire Manufacturing raw materials are injected into...
Embodiment 2
[0035] Put the prepared non-inflatable tire manufacturing raw materials into the funnel box, and use the stirring rod to stir evenly; preheat the injection machine to 185°C, so that the injection machine can fully dissolve the materials, ensure the consistency of product density, and enhance the durability of the product. Aging performance; increase the pressure of the injection machine to 55Pa, so that the injection machine has enough pressure to push the material into the mold; adjust the feeding speed to 15m / s to ensure that the material advances at a uniform speed, and ensure that the softness and hardness of the produced product are uniform state; adjust the holding time, the holding time is divided into three sections, each holding time is 42s, after these three sections, the tensile strength and elasticity of the product are greatly improved; the raw materials for non-inflatable tires are injected into the pressure injection Machine, adjust the injection machine to autom...
Embodiment 3
[0038] Put the prepared non-inflatable tire manufacturing raw materials into the funnel box, and use a stirring rod to stir evenly; preheat the injection machine to 190°C, so that the injection machine can fully dissolve the materials, ensure the consistency of the product density, and enhance the product Aging resistance; increase the pressure of the injection machine to 60Pa to ensure that the injection machine has enough pressure to push the material into the mold; adjust the feeding speed to 20m / s to ensure that the material advances at a uniform speed, so that the hardness of the product is uniform; adjust Pressure holding time, the pressure holding time is divided into three sections, each section of pressure holding time is 42s, after these three sections of pressure holding, the tensile strength and elasticity of the product are greatly improved; the raw materials for non-inflatable tires are injected into the injection machine, and the adjustment The injection machine ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More