

Production method for truck bolster springs
A production method and bogie technology, applied in the direction of low internal friction springs, springs/shock absorbers, mechanical equipment, etc., can solve the problems of impact resistance, poor durability, affecting the normal use of trucks, and short service life. The effect of excellent impact resistance and durability, long service life and simple process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
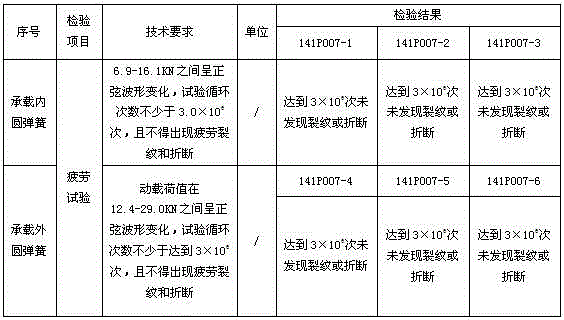
[0011] Taking the production of K2 bogie bolster springs as an example, the following steps are included:
[0012] (1) Rolling: The temperature during hot rolling is controlled at 850°C, and the pitch of the spring is adjusted according to production requirements after rolling;
[0013] (2) Stress relief annealing: control the stress relief annealing so that the temperature of the shackle after processing is 820°C; this can eliminate the internal stress formed during rolling, stabilize the spring size, and increase the tensile strength and elastic limit of the wire;
[0014] (3) Standing or strong pressure treatment: Grind the two ends of the spring after stress relief annealing, cut the tail, and then perform standing or strong pressure treatment; it can increase the bearing capacity of the static load of the spring by 25%;
[0015] (4) Surface anti-corrosion treatment: galvanize the surface of the formed spring, paint it with oil or paint, inspect and pack it. This step imp...
Embodiment 2
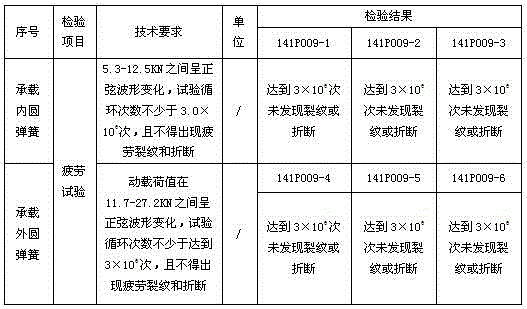
[0021] Taking the production of K5 bogie bolster springs as an example, the following steps are included:
[0022] (1) Rolling: The temperature during hot rolling is controlled at 920°C, and the pitch of the spring is adjusted according to production requirements after rolling;
[0023] (2) Stress relief annealing: control the stress relief annealing so that the temperature of the shackle after processing is 900°C; this can eliminate the internal stress formed during rolling, stabilize the spring size, and increase the tensile strength and elastic limit of the wire;
[0024] (3) Standing or strong pressure treatment: Grind the two ends of the spring after stress relief annealing, cut the tail, and then perform standing or strong pressure treatment; it can increase the bearing capacity of the static load of the spring by 25%;
[0025] (4) Surface anti-corrosion treatment: galvanize the surface of the formed spring, paint it with oil or paint, inspect and pack it. This step imp...
Embodiment 3
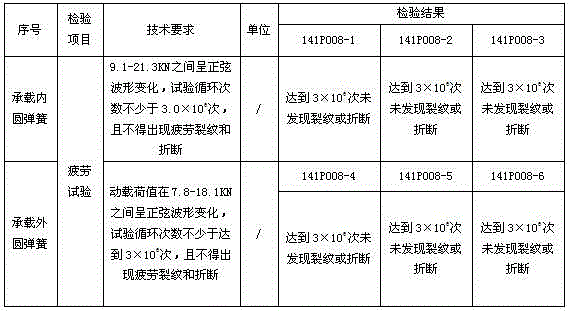
[0031] Taking the production of K6 bogie bolster springs as an example, the following steps are included:
[0032] (1) Rolling: The temperature during hot rolling is controlled at 890°C, and the pitch of the spring is adjusted according to production requirements after rolling;
[0033] (2) Stress relief annealing: control the stress relief annealing so that the temperature of the shackle after processing is 870°C; this can eliminate the internal stress formed during rolling, stabilize the spring size, and increase the tensile strength and elastic limit of the wire;
[0034] (3) Standing or strong pressure treatment: Grind the two ends of the spring after stress relief annealing, cut the tail, and then perform standing or strong pressure treatment; it can increase the bearing capacity of the static load of the spring by 25%;
[0035] (4) Surface anti-corrosion treatment: galvanize the surface of the formed spring, paint it with oil or paint, inspect and pack it. This step imp...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More