

Integral die forging method for large-scale GH4169 turbine shaft
A GH4169, integral die technology, applied in engine components, mechanical equipment, etc., can solve the problems of large GH4169 turbine shaft forgings, such as organizational uniformity, overall stability and poor dimensional accuracy, to reduce material consumption, improve production efficiency, The appearance is neat and beautiful
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] Select the production and development of a certain type of aircraft turbine shaft forging below, and describe the process steps of the present invention in detail.
[0029] A method for integral die forging of a large GH4169 turbine shaft is provided, comprising the following steps:
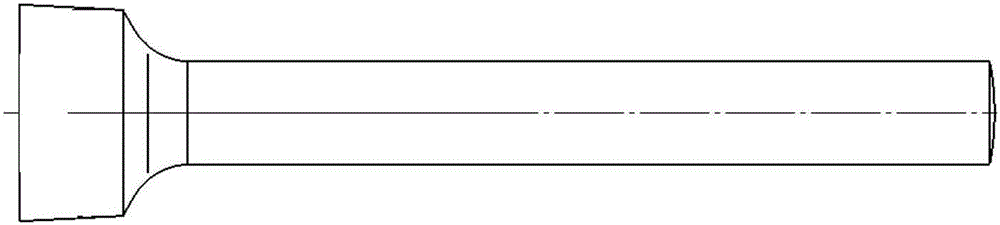
[0030] Step 1. Heating the alloy bar at a heating temperature of 1000°C to 1010°C. After heating, upsetting one end of the bar through a tire mold to form a flange to obtain an upsetting bar. The deformation of the upsetting is more than 30%;
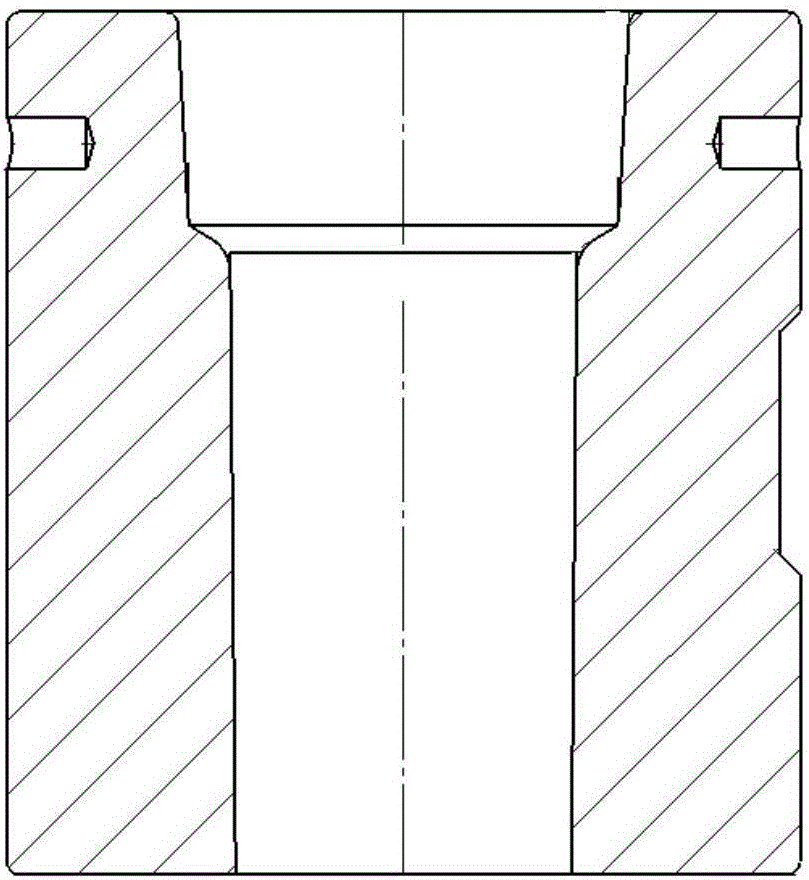
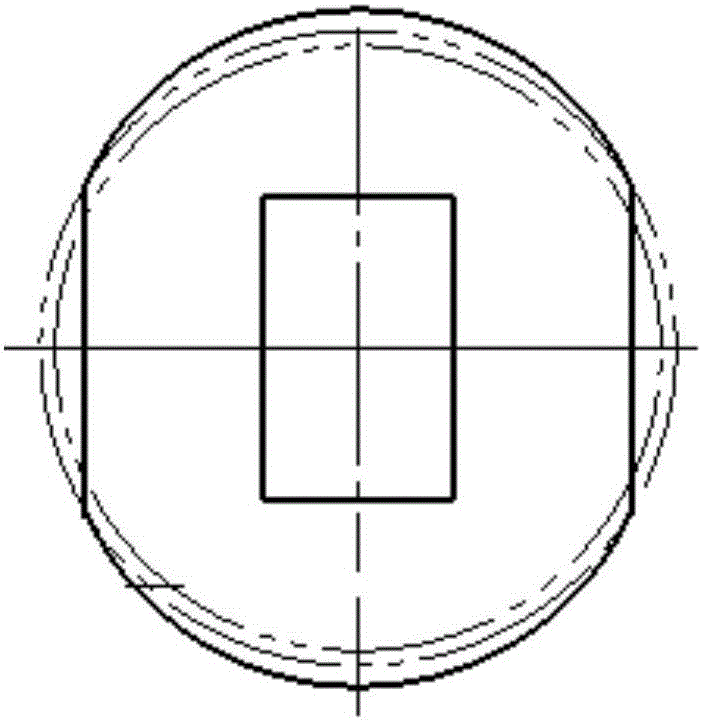
[0031] Step 2. Heat the upsetting bar to 1000 ℃ ~ 1010 ℃, and elongate the unupset part of the bar into a rod, and the cross section of the rod after elongation is flat; after that, forge the flange, and the flange after forging The cross-section of the blank is oblate, and the blank is obtained, and the deformation of the blank relative to the upsetting bar is more than 20%;
[0032] Step 3. Machining the blank to ensure the surface quality, and a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More