

A method of rapid creep aging forming
A technology of creep aging forming and creep aging, applied in the direction of forming tools, manufacturing tools, metal processing equipment, etc., can solve the problems that the forming temperature cannot be simply increased, the forming efficiency is accelerated, and the efficiency is not high, so as to achieve easy control and application Wide range of useful effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
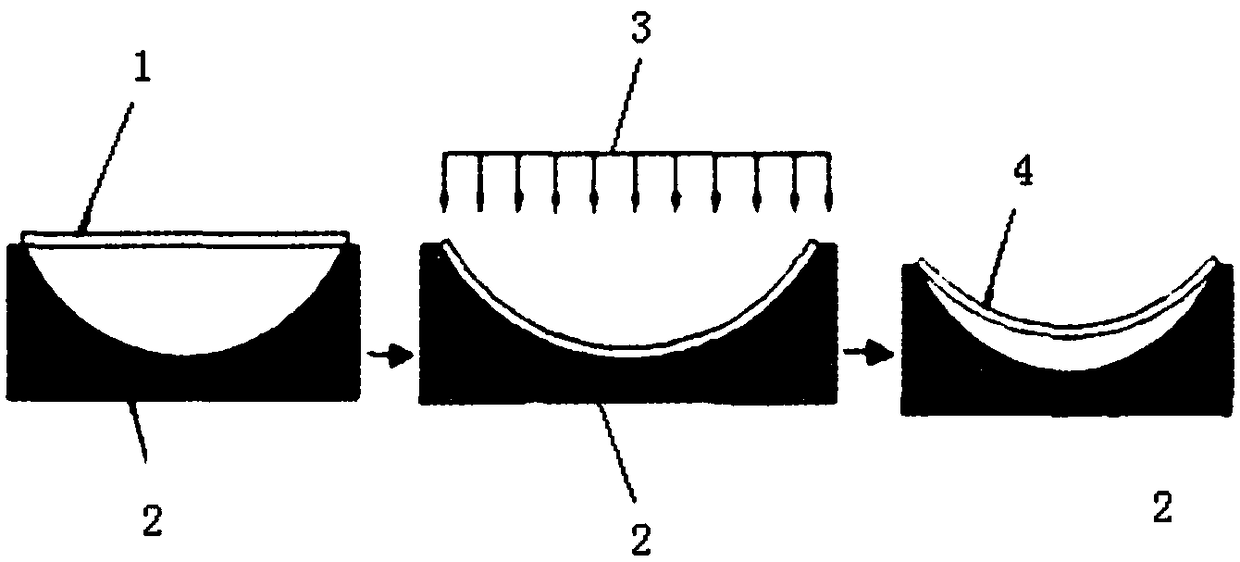
[0047] see Figure 4 , a method for rapid creep age forming, specifically comprising the following steps:
[0048] The first step, the component and the mold in the autoclave are tightly bonded under load, specifically: apply mechanical force to the component to make the component and the mold fit tightly, and then move the component and mold to the hot press under load or put the component and the mold in a vacuum bag first and then vacuumize, then send the component and the mold into the autoclave, and finally pressurize to make the component close to the mold;
[0049] The second step is to increase the internal temperature of the autoclave to 10°C-50°C above the creep aging temperature T, and keep it warm for 1 hour, and the heating rate during this process is 3°C-5°C / min;
[0050] The third step is to reduce the internal temperature of the autoclave to the creep aging temperature T, and keep it warm for t2 hours, where t2 is 3-4 times of t1, and the cooling rate during t...
Embodiment 2
[0054] In this embodiment, taking 2219 aluminum alloy as an example, the specific method of creep aging forming is disclosed. The details are as follows: specifically, the following steps are included:
[0055] The first step, the component and the mold in the autoclave are closely bonded under the load, specifically: firstly attach the component and the mold to a vacuum bag and then vacuumize, then send the component and the mold together into the autoclave, and finally add Press to make the component close to the mold;
[0056] The second step is to raise the internal temperature of the autoclave to 200°C (the creep aging temperature of 2219 aluminum alloy is 165°C), and keep it warm for 60 minutes. During this process, the heating rate is 3°C-5°C / min;
[0057] Step 3: Lower the temperature inside the autoclave to the creep aging temperature of 165°C. For the holding time, see Figure 5-Figure 7 , the cooling rate during this process is 3°C-5°C / min;
[0058] The fourth ste...
Embodiment 3-4
[0062] Embodiment 3-4 differs from embodiment 2 only in that:
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More