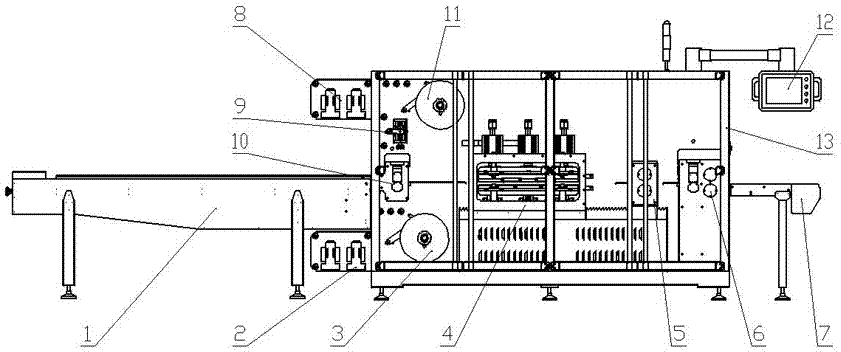
[0005] After adopting the above technical scheme, when the present invention packs the material, under the control of the touch screen
electric control system, the material is sent in by the material conveying mechanism. The coding mechanism completes the marking code of the packaging film and then enters the traction part, and the cursor set between the upper
roll film receiving part and the upper
roll film coding mechanism performs accurate plate alignment, and the material enters the marking part at the position of the traction part. Between the upper and lower packaging films with markings, and together with the packaging film, enter the heat-sealing
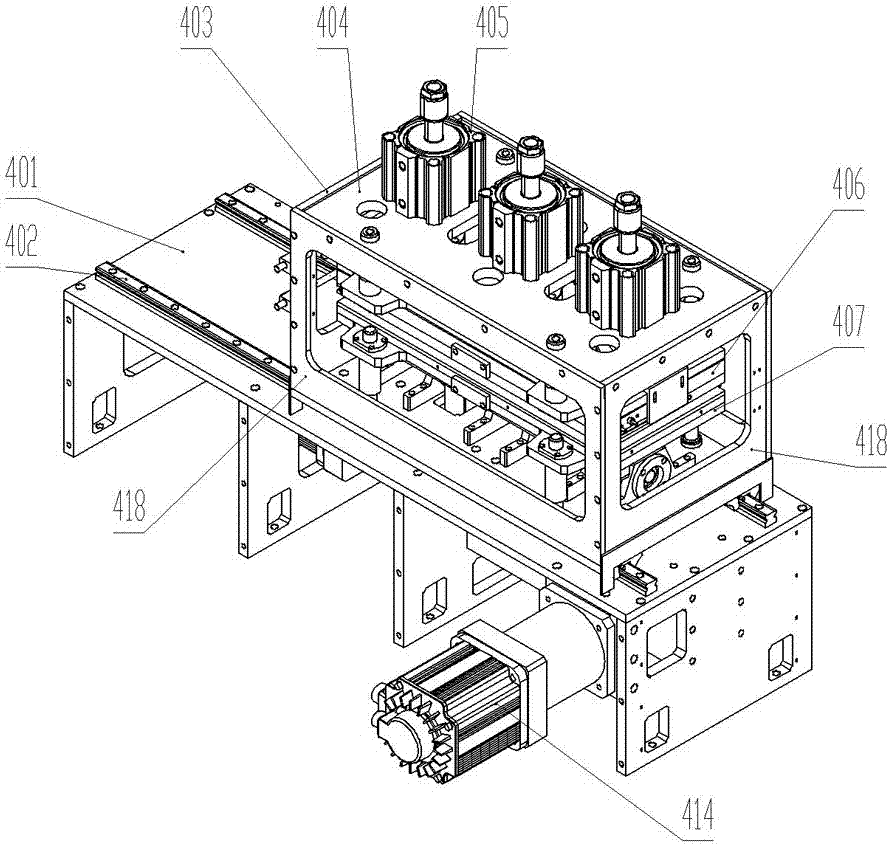
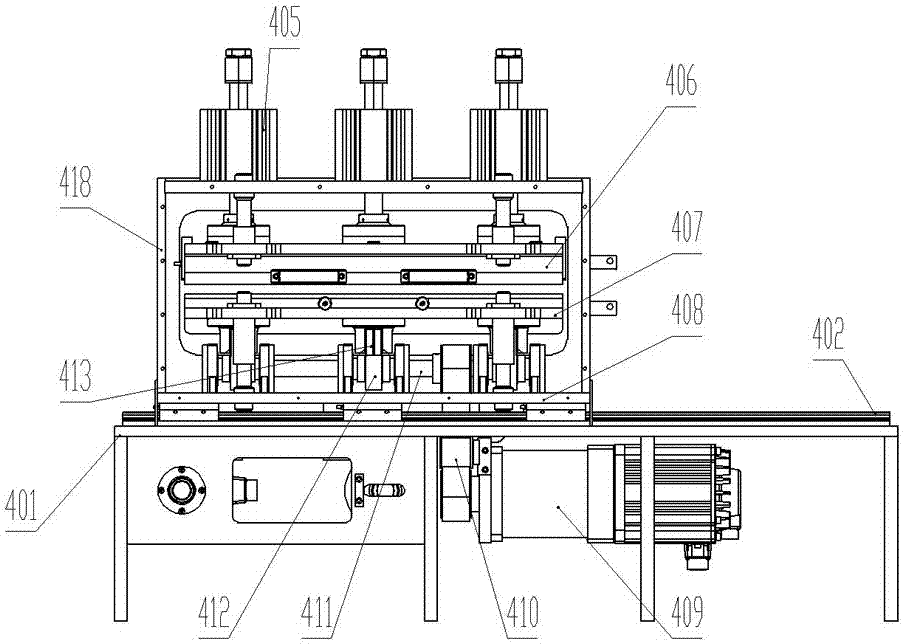
assembly of the heat-sealing mechanism. Belt 1 drives the main shaft and the eccentric wheel on it to rotate, and pushes the lower module upward under the action of the roller, and the upper and lower modules are closed to heat-seal the material packaging. At the same time, the second servo motor drives the heat-sealing assembly through synchronous belt 2. The bottom plate, that is, drives the heat-sealing assembly to move forward synchronously with the material packaging on the line rail at a speed consistent with the
forward speed of the material packaging. The horizontal position between the material packaging and the upper and lower modules is stable to ensure the heat-sealing effect; when the heat-sealing is completed Finally, the cylinder retracts, the upper die set returns, and the lower die set moves downward driven by the first servo motor (at this time, the heat seal assembly is still in line with the horizontal movement speed and direction of the material packaging), when the upper and lower die sets are fully opened , the second servo motor drives the heat-sealing assembly back to the initial position. At this time, the material packaging continues to move forward at a
constant speed under the traction of the
cutting parts, and the heat-sealed material packaging leaves the heat-sealing assembly and enters the The process of pressing the easy-tear opening is to press the easy-tear opening and enter the continuous traction
cutting part to complete the
cutting and separation. The material packaging that has not been heat-sealed enters the heat-sealing assembly again for the heat-sealing of the above process, that is to say, in the heat-sealing process In the middle and back of the heat-sealing assembly, the material packaging is always moving forward at a
constant speed, which realizes the continuous work of the whole machine and improves the production efficiency; three cylinders and three eccentric wheels are used to drive the upper and lower modules, on the one hand When the upper and lower modules are pushed, the modules are evenly stressed and the closing effect is good, thus ensuring the quality of heat sealing. On the other hand, the length of the upper and lower modules that can be pushed can be longer, so that the number of one-time heat-sealed packages is more or longer. The material packaging can also be heat-sealed normally, which expands the range of heat-sealed specifications; at the same time, the speed of forward and backward during horizontal movement and the opening and closing speed of the upper and lower molds can be easily set in the touch screen
electronic control system to adapt to different The length and thickness of the material packaging are used to optimize the production speed of the whole machine. The structure is simple, the setting is convenient, and the heat sealing effect is good, which fundamentally solves the problem of low production efficiency of the existing four-side sealing packaging gap



 Login to View More
Login to View More  Login to View More
Login to View More