

High-hardness additive manufacturing tool
An additive manufacturing, high hardness technology, applied in metal material coating technology, coating, metal processing and other directions, can solve the increase of high-end tool manufacturing cost, difficult to meet the high-end tool high hardness, high wear resistance and other performance requirements and other problems to achieve the effect of enhancing market competitiveness, reducing production costs and reducing import volume
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0019] Taking the dagger as an example, the production of the knife is described as follows:
[0020] The iron-based alloy powder is ball-milled, dried and placed in a powder feeder. The iron-based alloy powder is composed of 0.6% carbon, 23% chromium, 1% silicon, 1% boron, 6.5% nickel, and 1% manganese by mass percentage. , molybdenum 0.2%, iron 66.7%, powder size range is 125um.
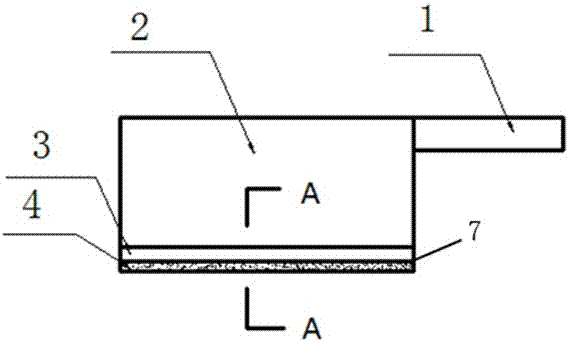
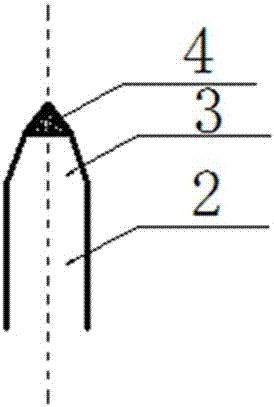
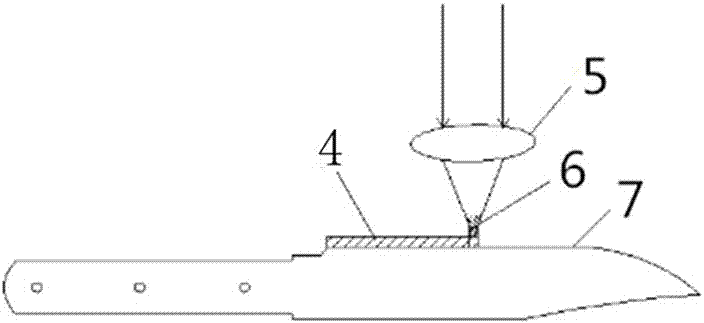
[0021] The material of the blade 2 is 3Cr13, the thickness is 2.5mm, and the blade 3 of the blade 2 is polished to remove rust, and then the surface of the blade is cleaned, and then the blade is fixed with a special clamp; then the edge line 7 of the blade 3 of the blade 2 is The laser performs additive manufacturing by means of coaxial powder feeding to prepare the additive manufacturing strengthening layer 4. The thickness of the prepared additive manufacturing strengthening layer 4 is 2.3mm. The additive manufacturing process parameters are laser power 1.5KW, scanning speed 25mm / s, The spot di...
Embodiment 2
[0026] The iron-based alloy powder is ball-milled and then dried and placed in a powder feeder. The iron-based alloy powder is composed of 1.5% carbon, 35% chromium, 2.5% silicon, 2% boron, 12% nickel and 2% manganese by mass percentage. , molybdenum 0.3%, iron 44.7%, powder size range is 275um.
[0027] The material of the blade 2 is 3Cr13, the thickness is 2.5mm, and the blade 3 of the blade 2 is polished to remove the rust, and then the surface oil of the blade 3 is cleaned, and then the blade is fixed with a special clamp; Additive manufacturing is carried out by using laser through coaxial powder feeding to prepare additive manufacturing strengthening layer 4, the prepared additive manufacturing strengthening layer 4 is 2.35mm, and the additive manufacturing process parameters are laser power 1.5KW, scanning speed 25mm / s, The spot diameter is 1.5mm, the powder feeding speed is 32g / min, the preheating temperature is 300°C, the postheating temperature is 200°C, the postheat...
Embodiment 3
[0032] The iron-based alloy powder is ball-milled, dried and placed in a powder feeder. The iron-based alloy powder is composed of 1.0% carbon, 28% chromium, 1.5% silicon, 1.2% boron, 10% nickel, and 1.5% manganese by mass percentage. , molybdenum 0.25%, iron 56.55%, the powder size range is 275um.
[0033] The material of the blade 2 is 3Cr13, the thickness is 2.5mm, and the blade 3 of the blade 2 is polished to remove the rust, and then the surface oil of the blade 3 is cleaned, and then the blade is fixed with a special clamp; Additive manufacturing is carried out by using laser through coaxial powder feeding to prepare additive manufacturing strengthening layer 4, the prepared additive manufacturing strengthening layer 4 is 2.35mm, and the additive manufacturing process parameters are laser power 1.5KW, scanning speed 25mm / s, The spot diameter is 1.5mm, the powder feeding speed is 32g / min, the preheating temperature is 300°C, the postheating temperature is 200°C, the posth...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More