

Method for controlling cutting force mutation in curve turning machining
A technology for controlling curves and cutting forces, applied in program control, computer control, general control systems, etc., can solve problems such as lack of applicability, high energy consumption, and affecting the processing quality of parts, and achieve the effect of efficiently completing curve turning processing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
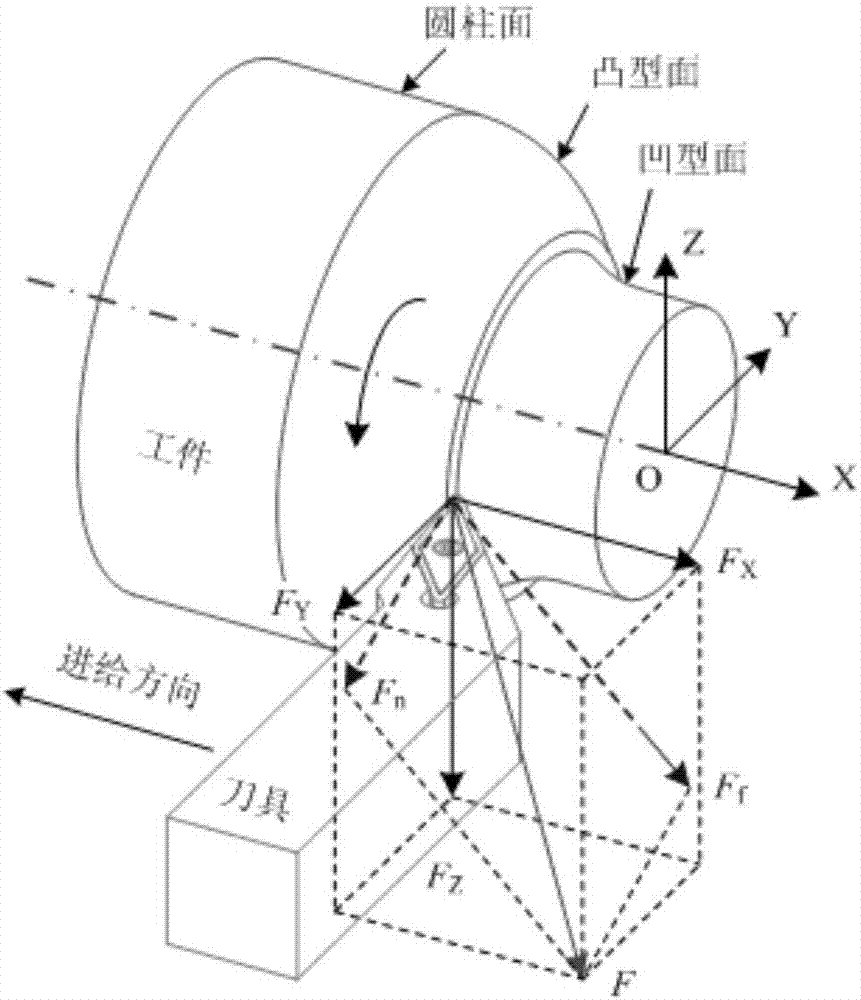
[0110] The test was carried out in the CNC precision turning center, and the cutting force F under the state of linear cutting was collected by the dynamometer on the world coordinate system OXYZ X1 , F Y1and F Z1 , the sampling frequency is 10KHz, the material of the test piece is 58SiMn high-strength steel, the rake angle of the tool is 0°, the rear angle is 5°, the main declination angle is 93°, the secondary declination angle is 52°, and the radius of the tool tip arc is 0.8mm.
[0111] 1. Conduct cutting force model coefficient calibration test
[0112] The factors and level design of the cutting force model coefficient calibration test are shown in Table 1, and the collected cutting force is expressed as a function of the cutting layer area, as shown in Figure 5 As shown, the cutting force model coefficients are calibrated according to the above calibration method, and the double exponential function
[0113]
[0114] Fit the coefficients of the cutting force mode...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More