Brake beam preparation method
A technology for braking beams and induction heating equipment, which is applied to manufacturing tools, heat treatment equipment, furnaces, etc., can solve problems such as inability to meet index requirements, decline in mechanical properties of braking beams, and decline in the qualified rate of braking beam dimensions, and achieve guaranteed Dimensional qualification rate, reduction of cooling rate, effect of guaranteeing impact performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0032] The specific embodiments of the present invention will be described in detail below in conjunction with the accompanying drawings. It should be understood that the specific embodiments described here are only used to illustrate and explain the present invention, and the present invention is not limited to the following specific embodiments.
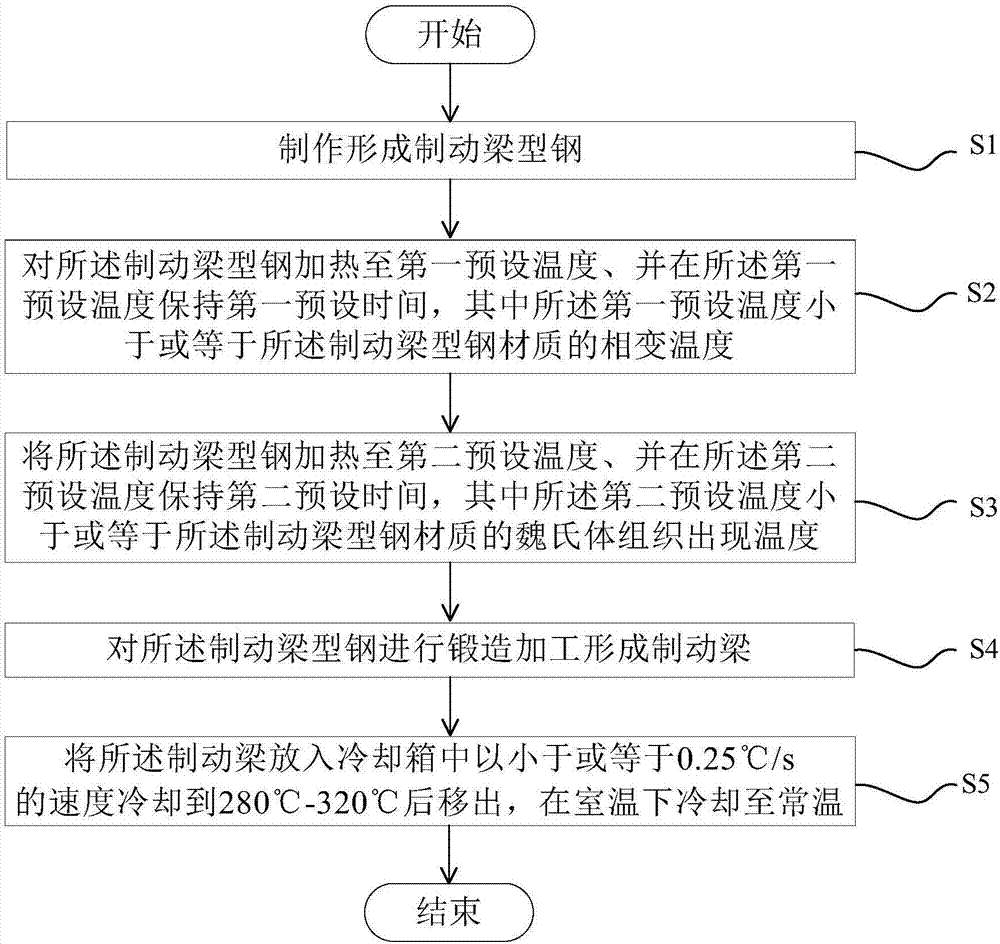
[0033] figure 1 It is the brake beam preparation flowchart of an embodiment of the brake beam preparation method of the present invention, such as figure 1 Shown, the preparation method of brake beam of the present invention can comprise:
[0034] S1, making and forming the brake beam steel;
[0035] S2, heating the brake beam steel to a first preset temperature and keeping it at the first preset temperature for a first preset time, wherein the first preset temperature is less than or equal to the phase transition temperature of the brake beam steel material;
[0036] S3, further heating the brake beam steel to a second preset ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More