Method for preparing high silicon steel cold-rolled strip steel based on thin-strip continuous casting
A technology of cold-rolled strip steel and high-silicon steel, which is applied in the field of preparation of cold-rolled strip steel based on thin-strip continuous casting high-silicon steel, can solve problems such as reduction of energy consumption, reduction of production costs, and complex rolling procedures, and achieve improvement Machinability, energy saving, effect of reducing order degree
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
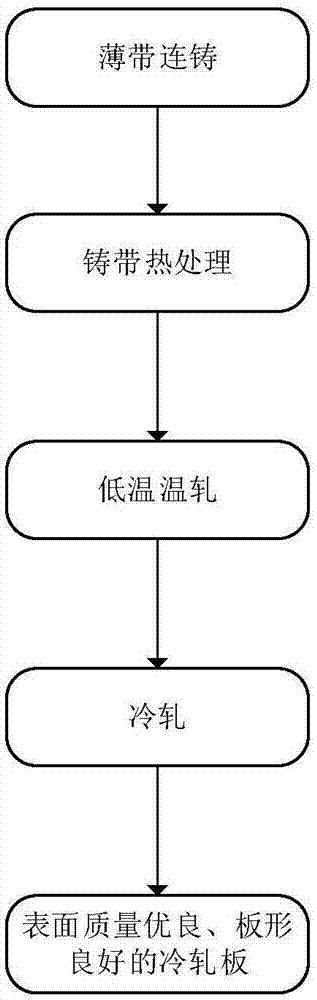
Method used
Image

Examples
Embodiment 1
[0031] In this embodiment, based on the preparation method of thin-strip continuous casting high-silicon steel cold-rolled strip, proceed as follows:
[0032] Smelt molten steel according to the set composition, its composition by weight percentage is: C 0.003%, Si 6.49%, Mn0.22%, Al 0.02%, S 0.025%, N 0.011%, Nb 0.03%, V 0.04%, O 0.0015% , and the rest is Fe.
[0033] Strip continuous casting process: Preheat the tundish at a temperature of 1200°C, then pour molten steel into the tundish, control the degree of superheat to 25°C, and flow the molten steel through the tundish into two counter-rotating crystallization rolls Solidify into thin strips, control the casting speed to 45m / min, and the thickness to 2.2mm;
[0034] After the cast strip is taken out of the roll, it is cooled to 550°C at a rate of 80°C / s under nitrogen atmosphere conditions for coiling to obtain a cast strip coil;
[0035] The cast strip coils are pickled to remove surface scale and coated with Al 2 o ...
Embodiment 2
[0040] In this embodiment, based on the preparation method of thin-strip continuous casting high-silicon steel cold-rolled strip, proceed as follows:
[0041] The molten steel is smelted according to the set composition, and its composition by weight percentage is: C 0.003%, Si 6.1%, Mn 0.30%, Al 0.018%, S 0.03%, N 0.020%, Nb 0.014%, V 0.04%, O 0.001%, The rest is Fe.
[0042] Strip continuous casting process: Preheat the tundish at a temperature of 1250°C, then pour molten steel into the tundish, control the degree of superheat to 50°C, and flow the molten steel through the tundish into two counter-rotating crystallization rolls Solidify into a thin strip, control the casting speed to 40m / min, and the thickness to 2.5mm;
[0043] After the cast strip is taken out of the roll, it is cooled to 600°C at a rate of 60°C / s under nitrogen atmosphere conditions for coiling to obtain a cast strip coil;
[0044] The cast strip coils are pickled to remove surface scale and coated with...
Embodiment 3
[0049] In this embodiment, based on the preparation method of thin-strip continuous casting high-silicon steel cold-rolled strip, proceed as follows:
[0050] The molten steel is smelted according to the set composition, and its composition by weight percentage is: C 0.002%, Si 6.7%, Mn 0.18%, Al 0.03%, S 0.022%, N 0.009%, Nb 0.02%, V 0.01%, O 0.001%, The rest is Fe.
[0051] Strip continuous casting process: Preheat the tundish at a temperature of 1230°C, then pour molten steel into the tundish, control the degree of superheat to 30°C, and flow the molten steel through the tundish into two counter-rotating crystallization rolls Solidify into a thin strip, control the casting speed to 50m / min, and the thickness to 3.0mm;
[0052] After the cast strip is taken out of the roll, it is cooled to 580°C at a rate of 90°C / s under nitrogen atmosphere conditions for coiling to obtain a cast strip coil;
[0053] The cast strip coils are pickled to remove surface scale and coated with ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Granularity | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Granularity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More