

A non-penetrating laser welding method and system
A laser welding and penetration technology, applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve problems such as complex process, difficult to obtain accurately, and back burns
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
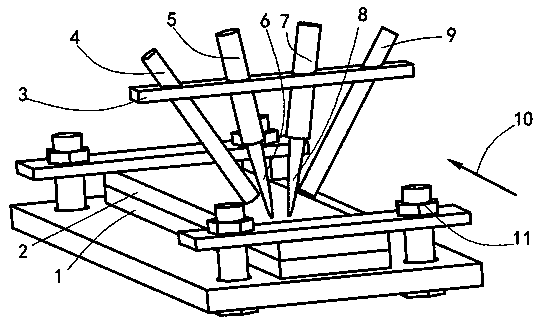
[0032] The following will be combined with Figure 1-5 The technical solution of the present invention will be described in detail along with specific embodiments.
[0033] Such as figure 1 As shown in -5, in the embodiment of the present invention, a non-penetrating double-beam laser welding method includes the following steps.
[0034] Step 1. Provide the first base material 1 and the second base material 2 that need to be welded by lap, which can be prepared and formed by mechanical processing. In this embodiment, the thickness of the first base material 1 and the second base material 2 is 1 mm-5 mm.
[0035] Step 2. Remove the impurities on the upper and lower surfaces of the first base material 1 and the second base material 2, and use the welding fixture 11 to accurately stack and clamp the first base material 1 and the second base material 2 vertically up and down, so that the first base material The material 1 and the second base material 2 are tightly attached unde...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More