

Machining method of on-machine detection and correction of small hole of numerical control EDM in turbine blade
A technology for turbine blades and processing methods, which is applied in the field of on-machine detection and correction of turbine blade CNC EDM small holes, can solve the problems of large processing errors of upper gas film holes, achieve high position and angle accuracy, scientific and reasonable thinking, The effect of high machining accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
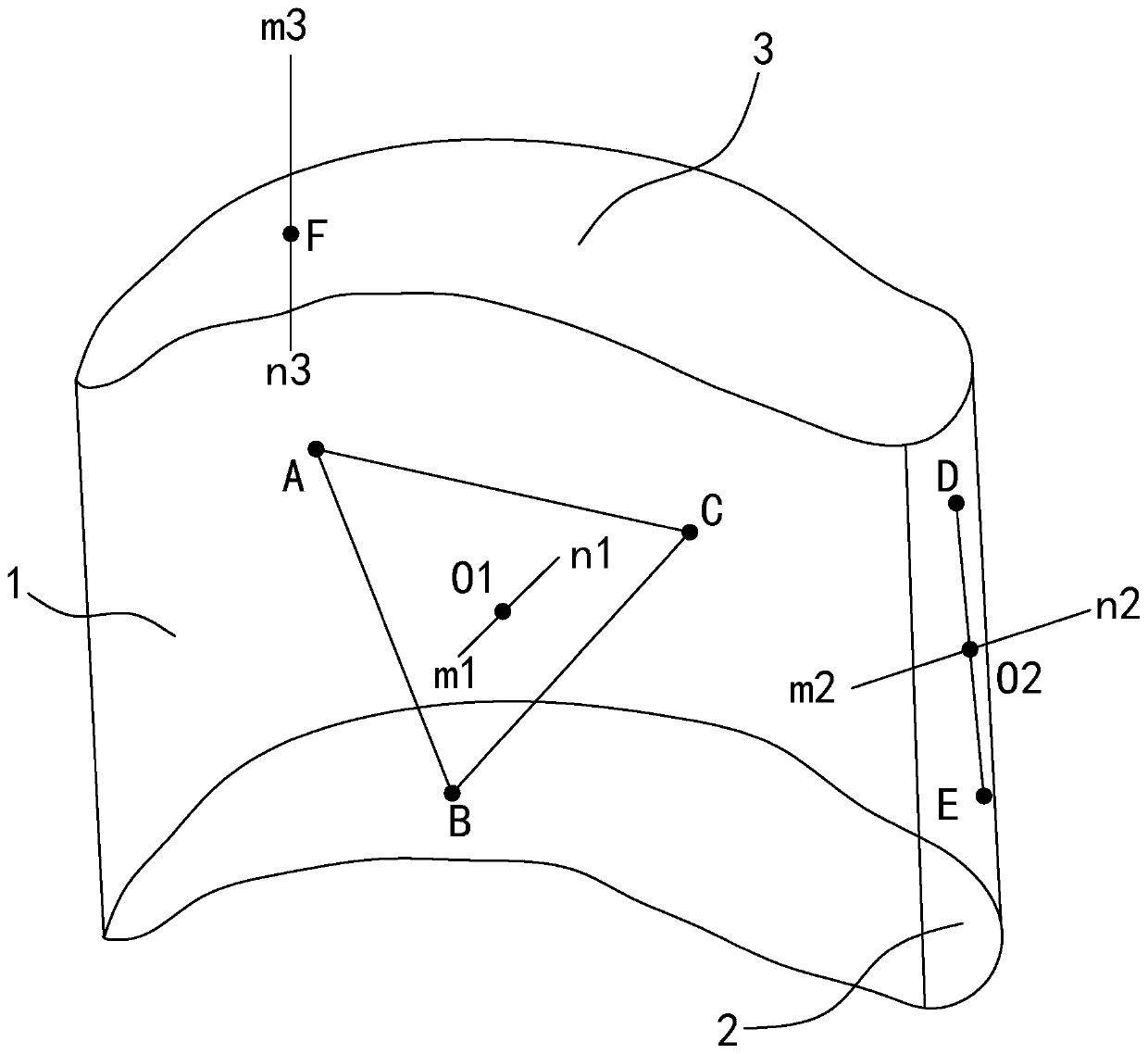
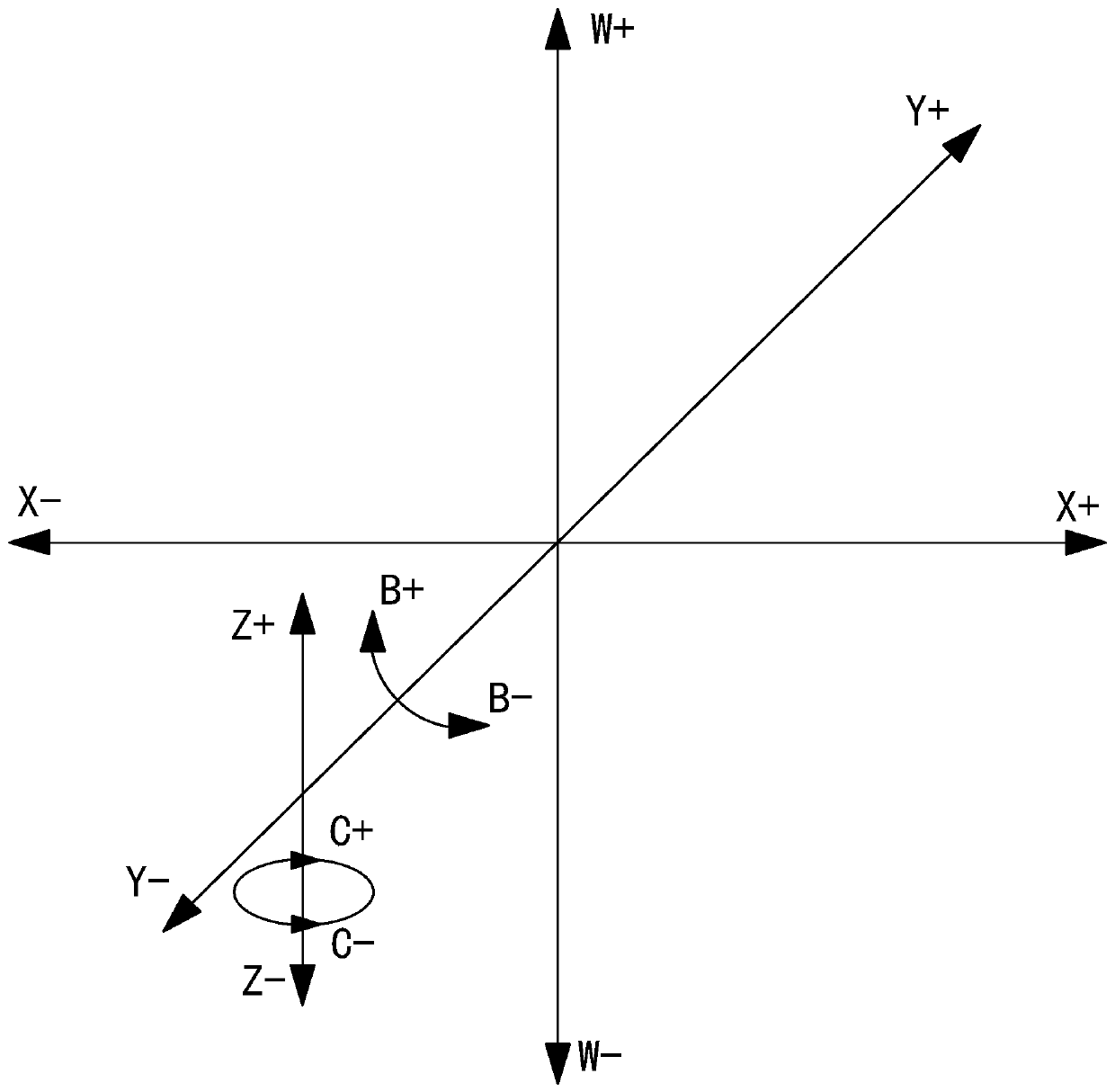
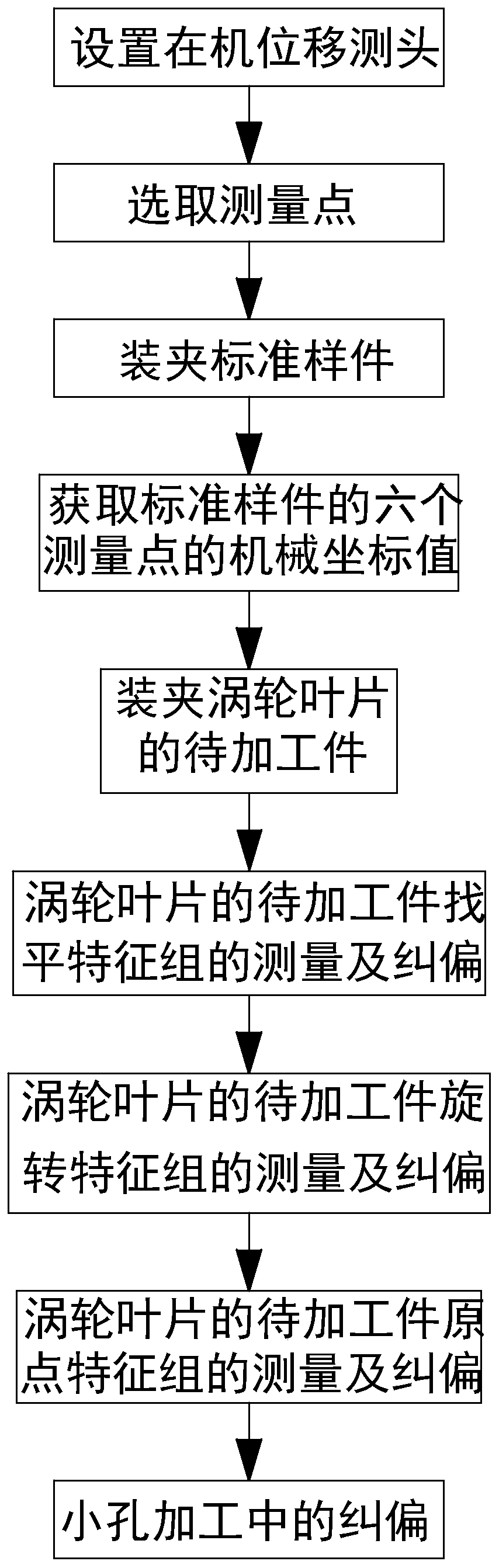
[0050] see Figure 1~Figure 3 As shown, a machining method for on-machine detection and correction of numerical control EDM small holes of turbine blades, the EDM small hole machining machine used in the machining method is equipped with at least six numerical control axes, including four linear axes and two rotary axes axis, the linear axes are X axis, Y axis, Z axis and W axis, and the rotation axes are B axis and C axis.
[0051] (1) Set the displacement measuring head on the machine
[0052] For small hole EDM machine tools, an on-machine displacement probe is set in advance. The on-machine displacement probe is composed of a measuring rod and a displacement sensor at the end of the measuring rod. The on-machine displacement measuring head is installed on the W-axis, and the W-axis Driving up and down movement, the output signal of the displacement sensor is transmitted to the signal input port of the numerical control system of the electric discharge small hole machining...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More