

Hot heading molding process for large-size torsion bar of bullet train
A forming process and torsion bar technology, applied in the field of forging, can solve the problems of long processing time of forgings, low material utilization rate, cutting of metal fiber streamline, etc., to improve production efficiency, reduce machining allowance, and eliminate eccentricity Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment Construction
[0027] The embodiments of the present invention will be described in detail below with reference to the accompanying drawings, but the present invention can be implemented in many different ways defined and covered by the claims.
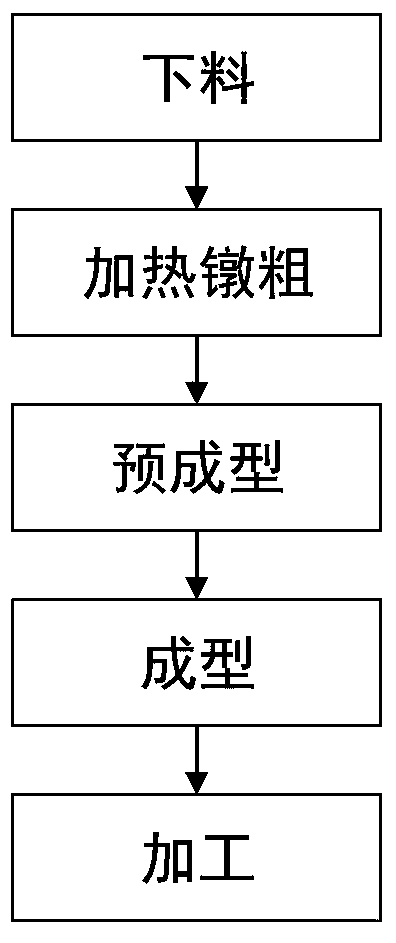
[0028] see figure 1 , figure 1 It is a flow chart of the hot heading forming process of a large torsion bar of a motor car according to the present invention, which includes the following steps:
[0029] a. Cutting: select the round bar material, divide the required processing part of the head of the round bar into a first part and a second part of equal length, and the aspect ratio of the first part and the second part is less than or equal to 4.
[0030] Calculate according to the weight of the material required for the head of the torsion bar, and convert it into the length of the raw material required for the head. The calculation method is: the weight of the raw material required for the head = the theoretical weight of the head after forging...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More