

Ultrathin cast film as well as preparation method thereof and application thereof
A cast film and ultra-thin flow technology, which is applied in transportation and packaging, flexible coverings, packaging, etc., can solve the problems of low output per unit weight, thick thickness, and high cost, and achieve an increase in output per unit weight , Reduce production costs, reduce transportation costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

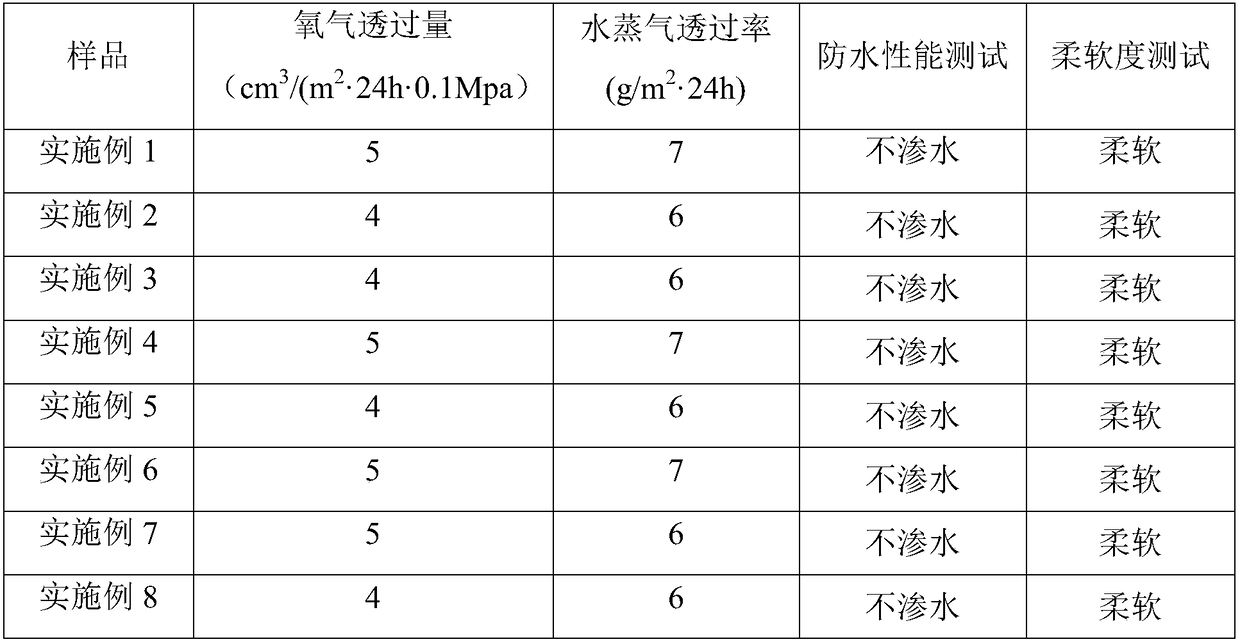

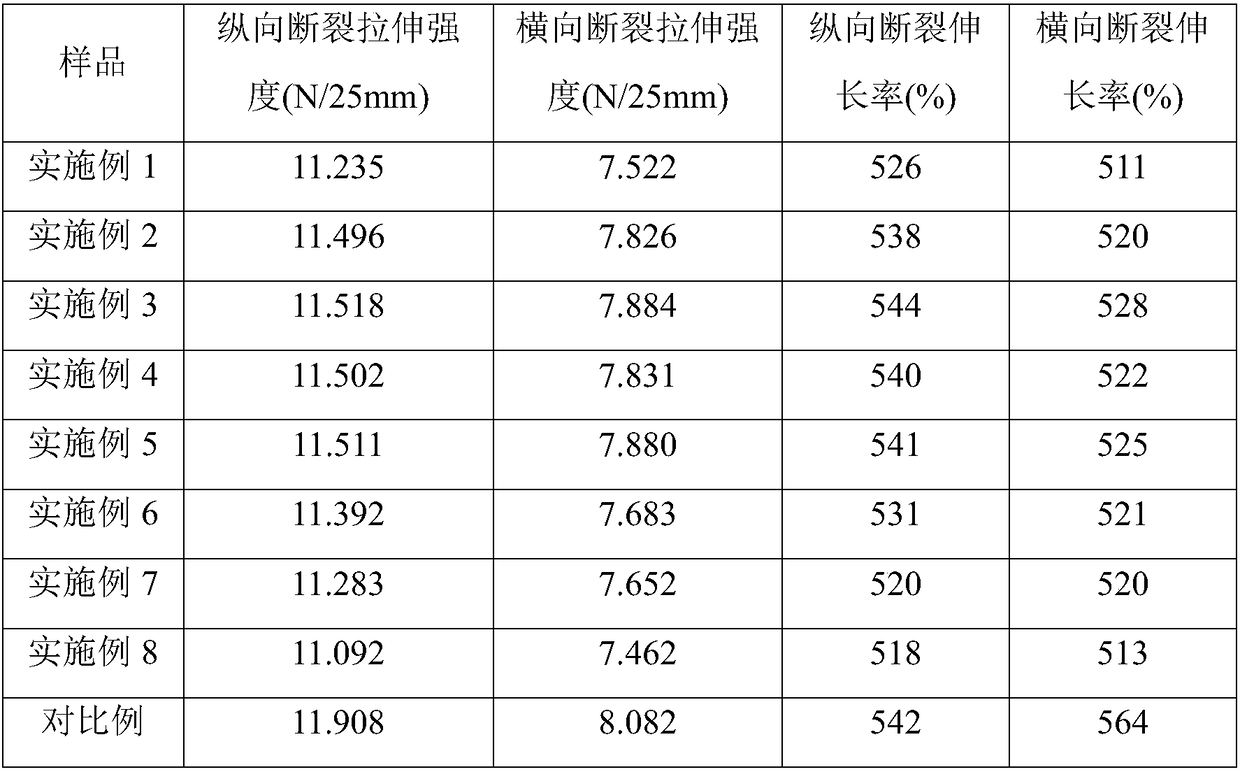
Examples
Embodiment 1
[0043] (1) Mixing and feeding: According to the predetermined weight, the raw material particles of the following components are stirred and mixed and then put into the extruder:
[0044] LDPE: 7Kg;
[0045] LLDPE: 20Kg;
[0046] HDPE: 30Kg;
[0047] MLLDPE: 3Kg;
[0048] PP: 1Kg;
[0049] Color masterbatch: 5Kg.
[0050] (2) Extrusion plasticization: heat up to 160°C at a heating rate of 40°C / h, keep for 20min, plasticize, and pressurize;
[0051] (3) Extrusion casting: the first step, connection: the temperature of the connection process is 190°C; the second step, filtration: the temperature of the filtration process is 250°C, the third step: casting: the temperature of casting is 220°C ;
[0052] (4) Calendering and shaping cooling: the temperature is set to 50°C for the rubber roller, 60°C for the embossed steel roll, and the pulling speed is 60m / min;
[0053] (6) corona treatment;
[0054] (7) Trimming and winding to obtain this ultra-thin cast film: the tension o...
Embodiment 2
[0056] (1) Mixing and feeding: According to the predetermined weight, the raw material particles of the following components are stirred and mixed and then put into the extruder:
[0057] LDPE: 12Kg;
[0058] LLDPE: 25Kg;
[0059] HDPE: 55Kg;
[0060] MLLDPE: 5Kg;
[0061] PP: 3Kg;
[0062] Color masterbatch: 8Kg.
[0063] (2) Extrusion plasticization: heat to 170°C at a heating rate of 50°C / h, keep for 30min, plasticize, and pressurize;
[0064] (3) Extrusion casting: the first step, connection: the temperature of the connection process is 210°C; the second step, filtration: the temperature of the filtration process is 270°C, the third step: casting: the temperature of casting is 230°C ;
[0065] (4) Calendering and shaping cooling: the temperature is set to 55°C for the rubber roller, 65°C for the embossed steel roll, and the pulling speed is 80m / min;
[0066] (6) corona treatment;
[0067] (7) Trimming and winding to obtain this ultra-thin cast film: the tension of ...
Embodiment 3
[0069] (1) Mixing and feeding: According to the predetermined weight, the raw material particles of the following components are stirred and mixed and then put into the extruder:
[0070] LDPE: 10Kg;
[0071] LLDPE: 22Kg;
[0072] HDPE: 40Kg;
[0073] MLLDPE: 4Kg;
[0074] PP: 2Kg;
[0075] Color masterbatch: 6Kg.
[0076] (2) Extrusion plasticization: heat to 165°C at a heating rate of 45°C / h, keep for 25min, plasticize, and pressurize;
[0077] (3) Extrusion casting: the first step, connection: the temperature of the connection process is 200°C; the second step, filtration: the temperature of the filtration process is 260°C, the third step: casting: the temperature of casting is 225°C ;
[0078] (4) Calendering and shaping cooling: the temperature is set to 52°C for the rubber roller, 62°C for the embossed steel roll, and the pulling speed is 80m / min;
[0079] (6) corona treatment;
[0080] (7) Trimming and winding to obtain this ultra-thin cast film: the tension of th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| elongation at break | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More