

Production process of 2024 high-strength aluminum alloy special thin-walled section steel
A technology for aluminum alloy profiles and production processes, applied in the field of aluminum alloys, can solve the problems of difficult control of profile formability and dimensional accuracy, and unattainable production processes, and achieve the effect of optimizing the design of quenching fixtures and reducing the degree of alloying.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
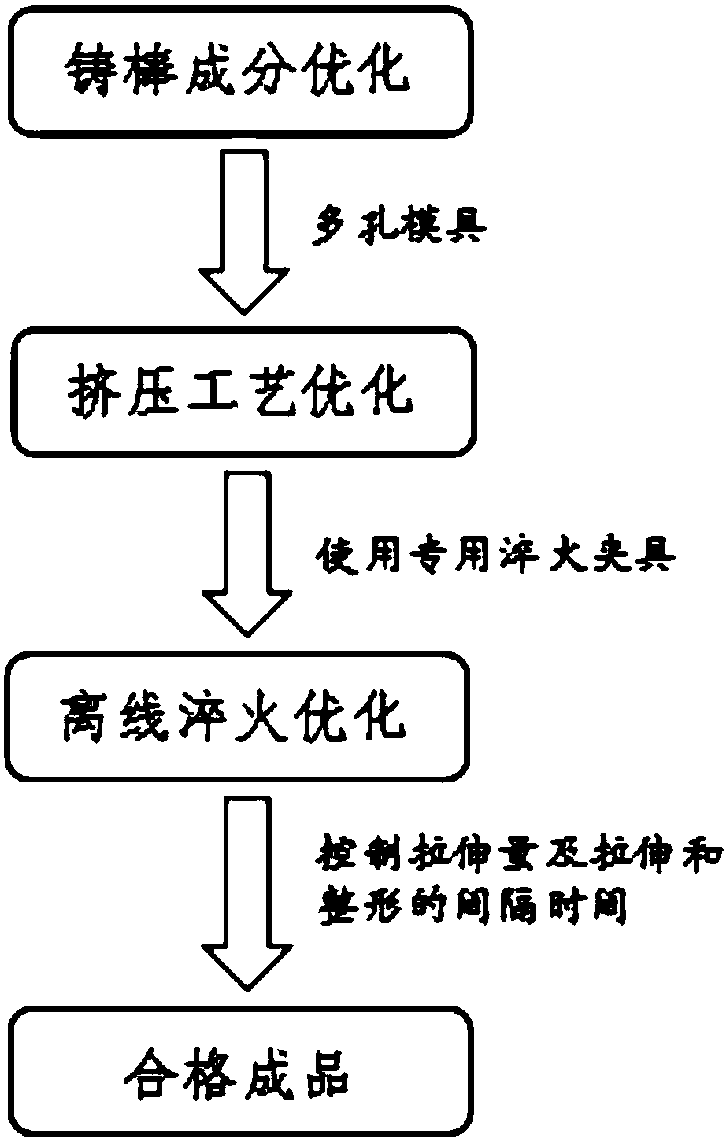
[0026] Such as figure 1 A 2024 high-strength aluminum alloy ultra-thin-walled profile production process is shown, including the following steps:
[0027] A. Melting and casting: The mass percentage ratio of each element in the aluminum alloy ingot raw material is as follows:
[0028] element
Si
Fe
Cu
mn
Mg
Cr
Zn
Ti
Al
content
0.05
0.10
3.9
0.40
1.30
0.10
0.20
0.12
margin
[0029] Single impurity ≤ 0.05%, total impurity ≤ 0.15%,
[0030] Put the prepared aluminum alloy raw materials into the smelting furnace and evenly mix them to melt them into liquid aluminum alloys, and melt and cast the liquid aluminum alloys into aluminum alloy casting rods;
[0031] B. Homogenization: heat the aluminum alloy casting rod obtained by melting and casting to 500°C, keep it warm for 25 hours, and cool to normal temperature to obtain a homogeneous aluminum alloy casting rod, wherein the length of the homogeniz...
Embodiment 2
[0038] The difference between embodiment 2 and embodiment 1 is that in step A, the mass percentage ratio of each element of the aluminum alloy ingot raw material is as follows:
[0039] element
Si
Fe
Cu
mn
Mg
Cr
Zn
Ti
Al
content
0.05
0.10
4.0
0.60
1.40
0.10
0.20
0.12
margin
[0040] Single impurity ≤ 0.05%, total impurity ≤ 0.15%.
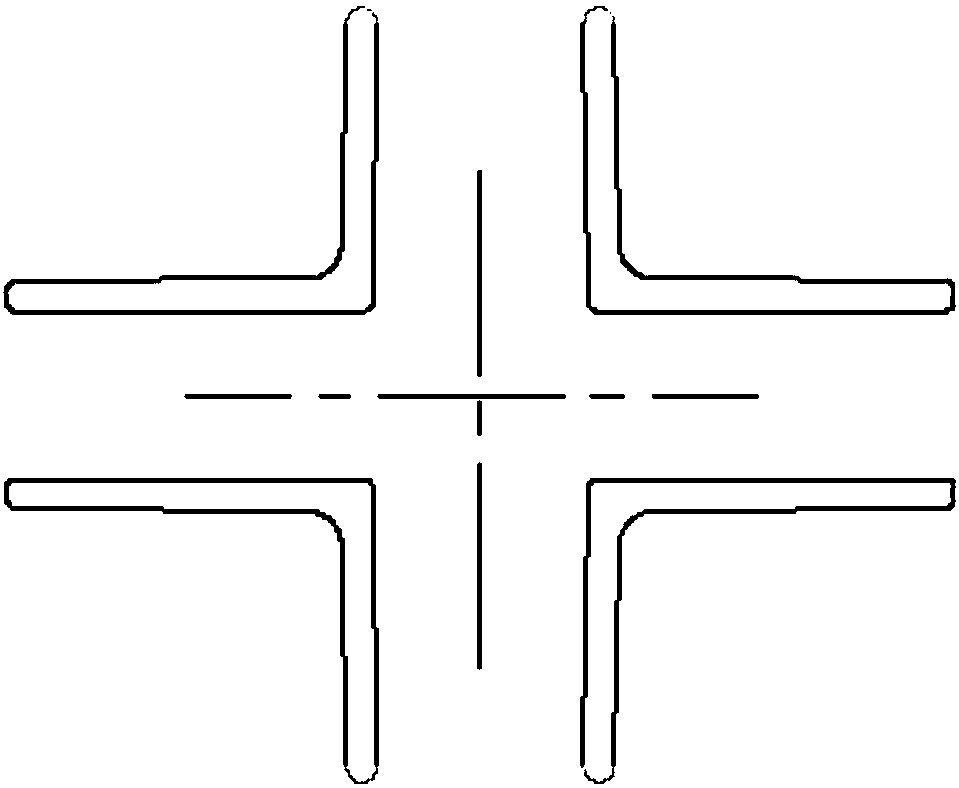
[0041] The tensile strength of the 2024 high-strength aluminum alloy ultra-thin-walled profiles obtained in embodiment 1 and embodiment 2 is respectively 400MPa and 410Mpa, the yield strength is respectively 300MPa and 305Mpa, and the elongation at break is respectively 12% and 13%. GJB2507A standard requires R m ≥395MPa,R p0.2 ≥290MPa, A%≥10%. The dimensions of the ultra-thin-walled 2024 high-strength aluminum alloy profiles obtained in Example 1 and Example 2 meet the requirements of GB / T14864 high-precision grades, with plane gaps of ≤0.2mm, angles of 90±2°, an...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More