The indentation process is to use a creasing knife or a creasing die to press the line marks on the sheet through the action of pressure, or use a rolling wheel to bend and shape the sheet at a predetermined position. The working principle of the die-cutting machine is to use the die Cutters, steel knives,
metal molds, steel wires (or templates carved from
steel plates), apply a certain pressure through the
embossing plate, and
cut the printed matter or
cardboard into a certain shape. If the entire printed matter is pressed into a single graphic The product is called die-cutting. If the steel wire is used to press marks on the printed matter or leave a bent groove, it is called indentation. If two templates are used, the mold is heated to a certain temperature, and the surface of the printed matter is ironed. Printing a pattern or
font with a three-dimensional effect is called
bronzing; if one substrate is used to laminate another substrate, it is called lamination; excluding the rest of the original product is called waste
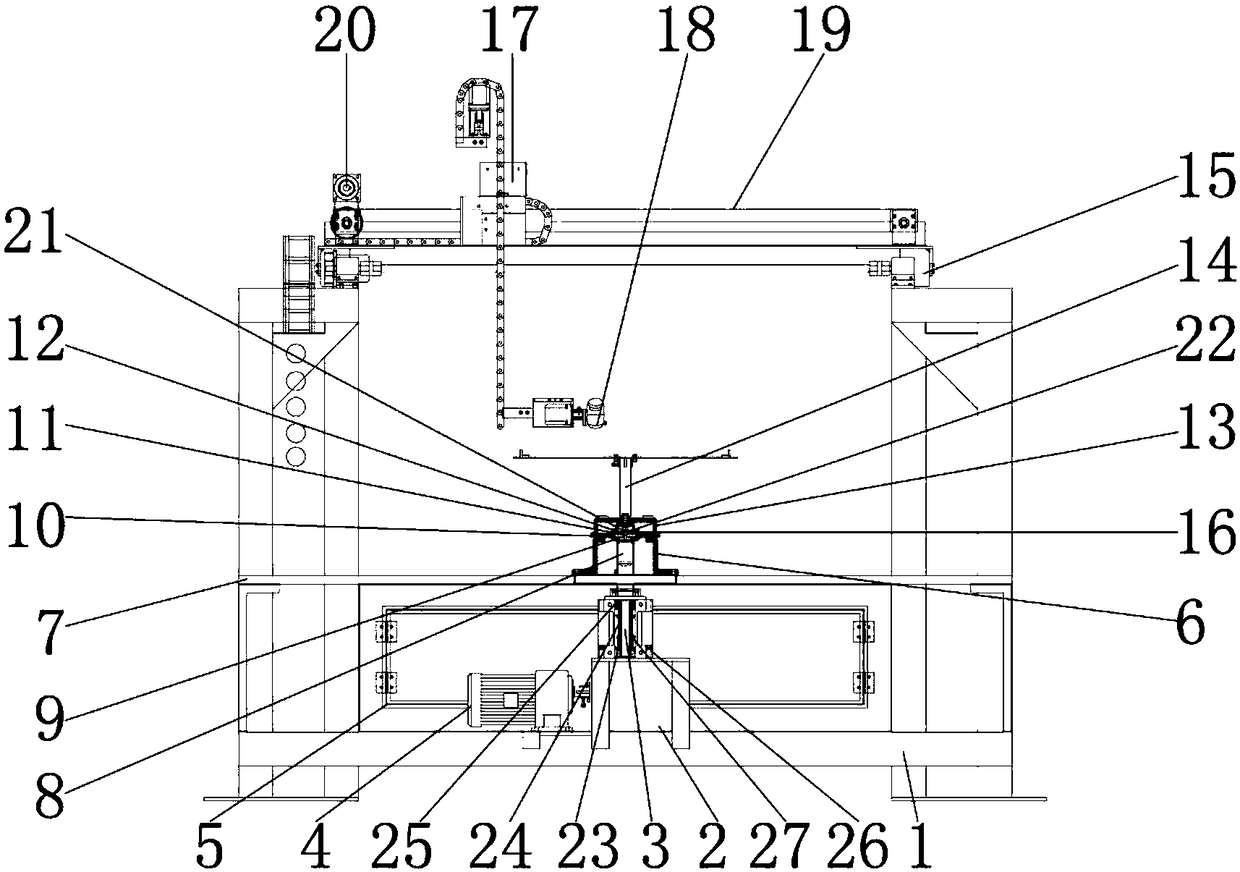
discharge. Commonly used die-cutting machines are divided into Flat die-cutting machine, rotary die-cutting machine and rotary flat die-cutting machine, in which the flat die-cutting machine mainly adopts a die-cutting bottom plate and a die-cutting plate set opposite to the die-cutting plate. There is a knife edge, and the raw materials are placed on the die-cutting bottom plate. After the die-cutting is completed, the finished product and waste will be formed. If the next die-cutting is performed, the finished product and raw materials on the die-cutting bottom plate must be taken out. Many existing die-cutting Machines are used to manually place and take out raw materials. Using this method will not only interrupt the continuity of
processing, but also manually take out or put in, there is also a large safety
hazard. In the prior art, for example, the application number is 201520863909 .X's invention patent includes a die-cutting mechanism and a feeding mechanism. Coaxial thick gear and cylindrical
cam, the thick gear meshes with a thin gear, driven by the thin gear driving device, the cylindrical gear cooperates with the guide teeth fixed on the frame, the linkage rod is rotatably connected with the feeding frame, the feeding frame The die-cutting mechanism is arranged on the right side of the die-cutting mechanism, and the die-cutting mechanism includes a die-cutting bottom plate arranged horizontally and a die-cutting plate set opposite to it above the die-cutting plate. The die-cutting plate is driven by a driving device. The closed hinge structure, the lower side of the feeding rack is provided with a receiving bin, and the right side of the feeding rack is provided with a guide, which extends to the die-cutting table and the die-cutting bottom plate, and the thick gear and the linkage rod Detachable connection, although the structure of this invention is simple, there are many deficiencies and defects. In the existing equipment, the design of the linkage shaft has defects, and the connection between the linkage shaft and the feeding rack is unstable. When it is used, it is easy to shake, which affects the normal use of the die-cutting table, reduces the efficiency of the die-cutting machine, and the connection between the feeding frame and the die-cutting table is unstable. After the die-cutting table cuts the workpiece, The processed parts will remain on the cross-cutting plate due to insufficient cutting. When cutting again, the next processed part cannot be
cut or the second processed part will be damaged, resulting in waste of processed parts and increased
processing costs. For these situation, in order to avoid the above-mentioned technical problems, it is necessary to provide a novel vertical bipolar reciprocating die-cutting machine to overcome the defects in the prior art



 Login to View More
Login to View More  Login to View More
Login to View More