

Deep hole machining auxiliary tools, machining process and air cylinder cover oil drainage hole machining process
A processing technology and cylinder head technology, which is applied in the direction of manufacturing tools, boring/drilling, metal processing equipment, etc., can solve the problems of inability to locate the center position, reduce eccentricity, tool breakage, etc., to reduce eccentricity, reduce Influence of straightness, waste reduction effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0035] The specific implementation manner of the present invention will be described in further detail below by describing the best embodiment with reference to the accompanying drawings.
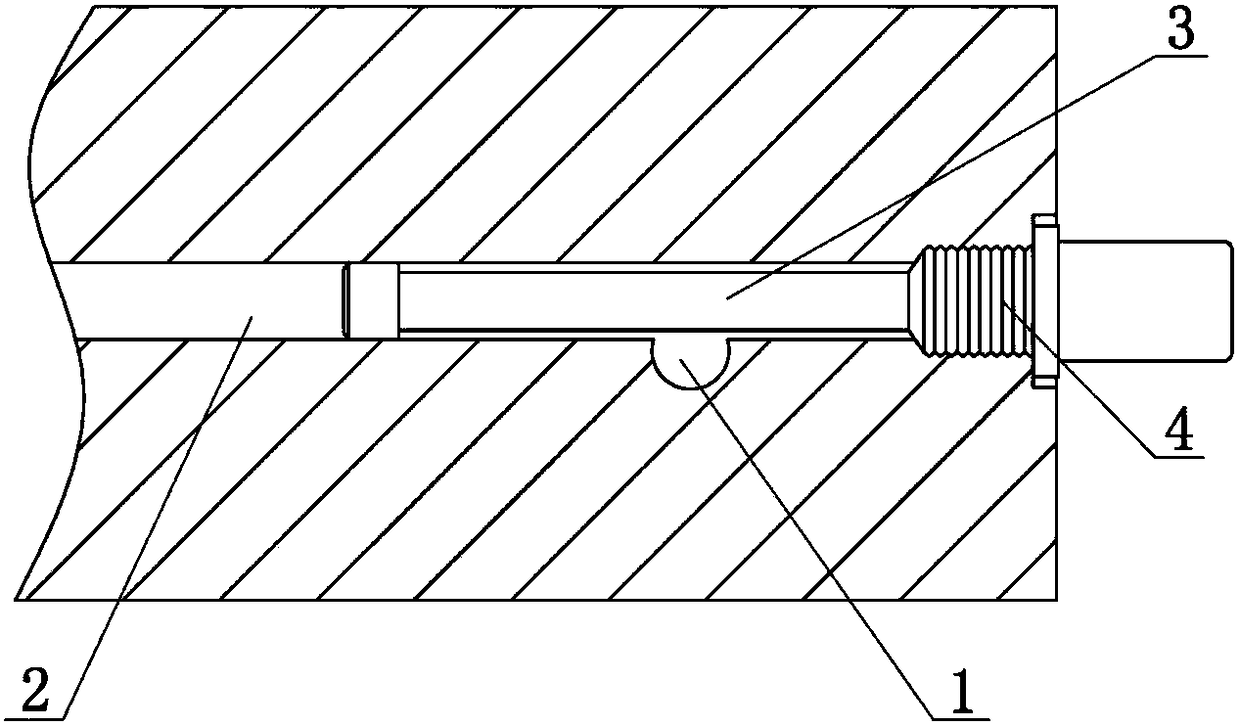
[0036] Concrete embodiment of the present invention is: as figure 1 , figure 2 As shown, a deep hole processing auxiliary tool, a short hole 2 communicating with it is provided at the intersecting position of the deep hole 1, especially when the planes where the central axes of the deep hole 1 and the short hole 2 are located are perpendicular to each other, this auxiliary tool The rod structure configured to be installed in the short hole 2 includes an intrusion portion 3 that is loosely fitted with the short hole 2 and a connecting portion 4 that is pre-tightened and fixed with the short hole 2 .
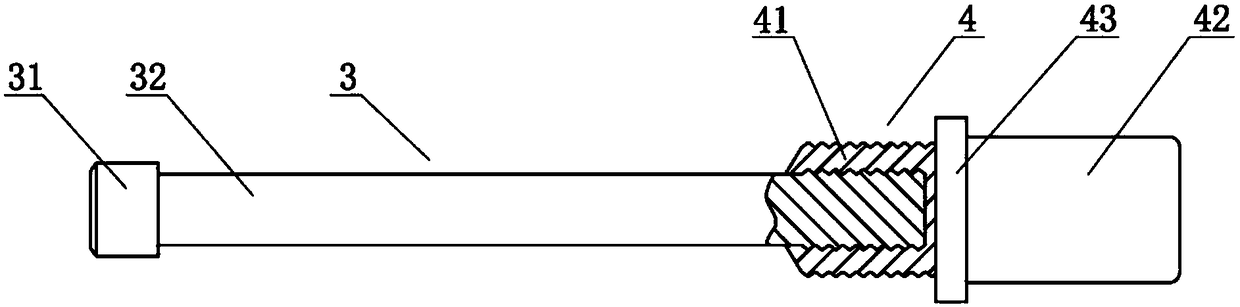
[0037] Optimally, the protruding part 3 is set as a stepped rod, including a head 31 and a rod 32. The diameter of the head 31 is larger than the diameter of the rod 32, which reduces the inf...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More