

Manufacturing process of gold watch parts
A manufacturing process and parts technology, applied in the field of gold watch parts manufacturing technology, can solve the problems of insufficient processing precision of watch parts, fuzzy patterns of parts, complex processing procedures, etc., to achieve increased flatness, narrow slits, The effect of shortening the process flow and time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0033] A manufacturing process of gold watch parts, specifically comprising the following steps:
[0034] S1. Blank making: the metal or metal alloy that can chemically react with hydrochloric acid, nitric acid or sulfuric acid is used to press the inner blank of watch parts with the same pattern on the upper and lower sides and symmetrical thickness, and then finish it;
[0035] S2. Electroforming: Electroforming deposition is performed on the surface of the inner billet of the watch parts after pressing to form a gold layer;
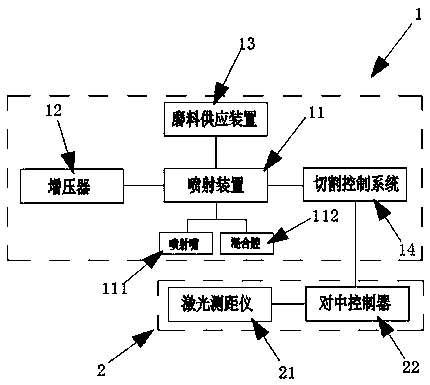
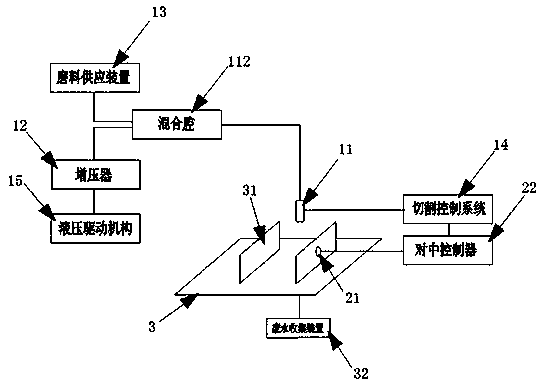
[0036] S3. Cutting: Use the cold cutting process to symmetrically cut the watch parts, and form two sets of watch parts at one time; the cold cutting process uses a high-pressure water jet cold cutting process, the jet water pressure is 800MPa, and 100 mesh is added to the water flow Silica as abrasive;
[0037] S4, remove the inner blank of the watch parts; the watch parts with the inner blank formed after the S3 cold cutting process are first placed...
Embodiment 2
[0044] A manufacturing process of gold watch parts, specifically comprising the following steps:
[0045] S1. Blank making: the metal or metal alloy that can chemically react with hydrochloric acid, nitric acid or sulfuric acid is used to press the inner blank of watch parts with the same pattern on the upper and lower sides and symmetrical thickness, and then finish it;
[0046] S2. Electroforming: Electroforming deposition is performed on the surface of the inner billet of the watch parts after pressing to form a gold layer;
[0047] S3. Cutting: Use the cold cutting process to symmetrically cut the watch parts, and form two sets of watch parts at one time; the cold cutting process uses a high-pressure water jet cold cutting process, the jet water pressure is 1200MPa, and 200 mesh is added to the water flow Silica as abrasive;
[0048] S4, remove the inner blank of the watch parts; the watch parts with the inner blank formed after the S3 cold cutting process are first place...
Embodiment 3
[0055] A manufacturing process of gold watch parts, specifically comprising the following steps:
[0056] S1. Blank making: the metal or metal alloy that can chemically react with hydrochloric acid, nitric acid or sulfuric acid is used to press the inner blank of watch parts with the same pattern on the upper and lower sides and symmetrical thickness, and then finish it;
[0057] S2. Electroforming: Electroforming deposition is performed on the surface of the inner billet of the watch parts after pressing to form a gold layer;
[0058] S3. Cutting: Use the cold cutting process to symmetrically cut the watch parts, and form two sets of watch parts at one time; the cold cutting process uses a high-pressure water jet cold cutting process, the jet water pressure is 1000MPa, and 200 mesh is added to the water flow Garnet as an abrasive;
[0059] S4, remove the inner blank of the watch parts; the watch parts with the inner blank formed after the S3 cold cutting process are first pl...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More