

Low-temperature normalizing heat treatment method for No.45 steel
A technology of normalizing heat treatment and No. 45 steel, which is applied in the field of heat treatment, can solve the problems of long normalizing time, narrow temperature range of heat treatment process, and low efficiency, and achieve the effects of reducing holding time, improving normalizing efficiency, and improving overall performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
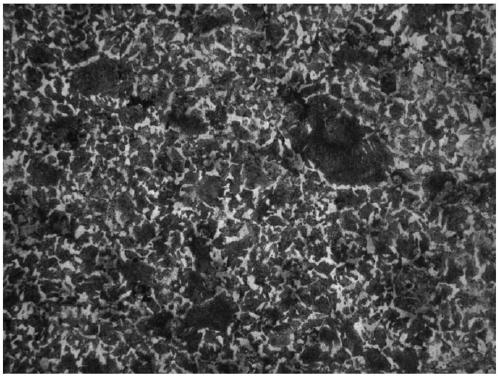
[0038] A kind of No. 45 steel low temperature normalizing heat treatment method, it comprises the steps:
[0039] (1) Raise the temperature of the salt bath in the salt bath furnace to 800°C and keep it warm. The salt bath medium is a neutral salt bath, the composition is 50% KCl+50% NaCl, and the use temperature is between 720-950°C.
[0040] (2) Put the 45 steel workpiece into the salt bath salt solution to keep warm, and the maximum thickness of the workpiece is 12mm.
[0041] (3) After the temperature of the workpiece rises to the temperature of the salt bath, the ultrasonic tool head will be closely connected with the surface of the workpiece, the ultrasonic wave will be turned on, and the ultrasonic vibration will be directly transmitted into the workpiece matrix. The ultrasonic frequency range is 40KHZ; the ultrasonic intensity is 15W / cm 2 , heat preservation ultrasonic treatment time is 12min;
[0042] (4) Turn off the ultrasonic and take out the ultrasonic tool he...
Embodiment 2
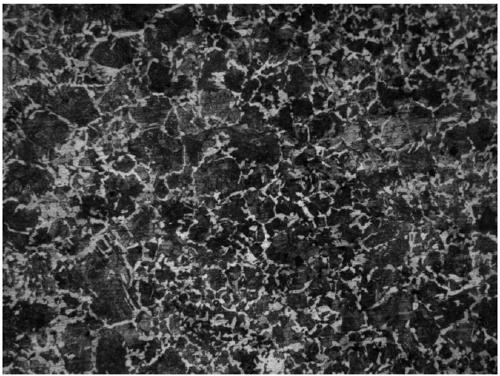
[0044] A kind of No. 45 steel low temperature normalizing heat treatment method, it comprises the steps:
[0045] (1) Raise the temperature of the salt bath in the salt bath furnace to 830°C and keep it warm. The salt bath medium is a neutral salt bath, the composition is 50% KCl+50% NaCl, and the use temperature is between 720-950°C.
[0046] (2) Put the 45 steel workpiece into the salt bath salt solution to keep warm, and the maximum thickness of the workpiece is 12mm.
[0047] (3) After the temperature of the workpiece rises to the temperature of the salt bath, insert the ultrasonic tool head 1-2cm below the surface of the salt solution above the workpiece, turn on the ultrasound, and directly input the ultrasonic vibration into the salt solution. The ultrasonic frequency range is 30KHZ; the ultrasonic intensity is 10W / cm 2 , heat preservation ultrasonic treatment time is 15min;
[0048] (4) Turn off the ultrasonic and take out the ultrasonic tool head. The workpiece wa...
Embodiment 3
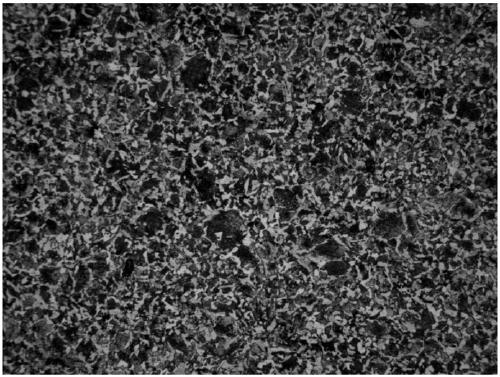
[0050] A kind of No. 45 steel low temperature normalizing heat treatment method, it comprises the steps:
[0051](1) Raise the temperature of the salt bath in the salt bath furnace to 850°C and keep it warm. The salt bath medium is a neutral salt bath, the composition is 50% KCl+50% NaCl, and the use temperature is between 720-950°C.
[0052] (2) Put the 45 steel workpiece into the salt bath salt solution to keep warm, and the maximum thickness of the workpiece is 12mm.
[0053] (3) After the temperature of the workpiece rises to the temperature of the salt bath, the ultrasonic tool head is connected to the salt bath container, the ultrasonic is turned on, and the ultrasonic vibration is directly input into the salt solution. Ultrasonic frequency range is 20KHZ; ultrasonic intensity is 5W / cm 2 , heat preservation ultrasonic treatment time is 18min;
[0054] (4) Turn off the ultrasonic and take out the ultrasonic tool head. The workpiece was taken out of the salt bath furna...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More