

A Vacuum Grading Gas Quenching Method for Thin-walled D6ac Ultra-High Strength Steel Shell
A technology of ultra-high-strength steel and thin-walled shells, which is applied in the field of quenching, can solve the problems of high dimensional accuracy and mechanical properties of the shell, affecting the dimensional accuracy and stability of the shell, reducing thermal stress and tissue stress, etc., to achieve Improve comprehensive mechanical properties, improve service performance, and reduce thermal stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
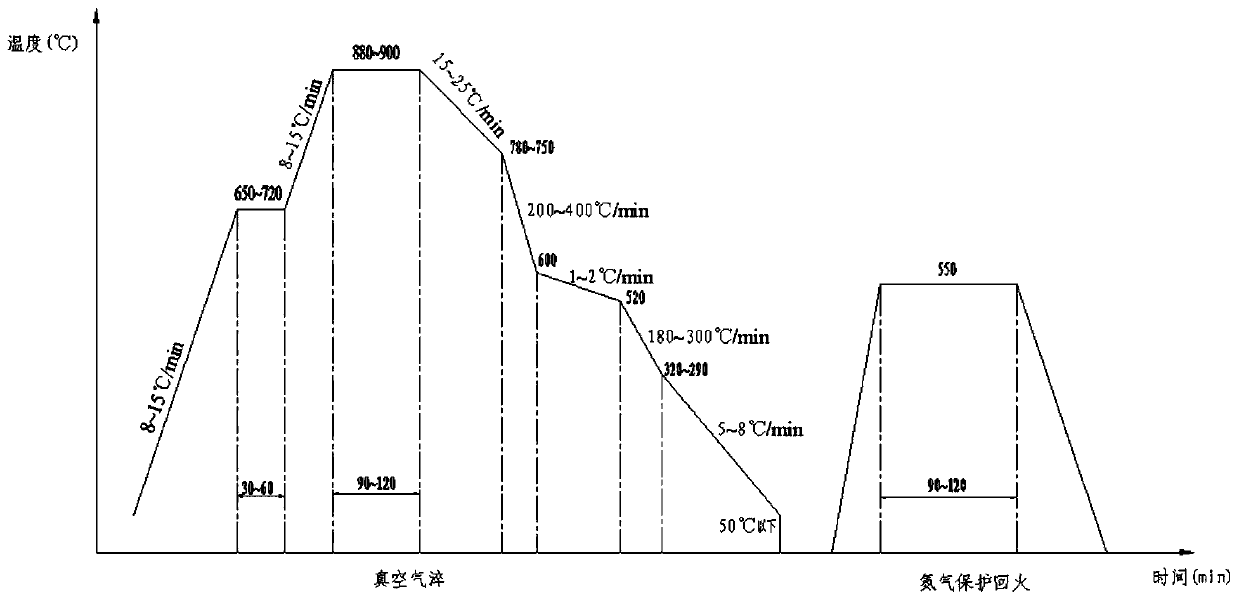
[0035] A vacuum classification gas quenching method for D6AC ultra-high strength steel thin-walled shells described in this embodiment is specifically carried out according to the following steps: According to the content of the invention, the D6AC ultra-high strength steel is divided into two steps at a temperature of 6.7×10 -2 Heat to 900°C under Pa vacuum, keep it warm for 90min, cool to 780°C with 2bar high-purity nitrogen at a cooling rate of 15°C / min; Cool at a cooling rate of 520°C; after cooling, cool to 320°C at a cooling rate of 180°C / min; then cool from 320°C to below 50°C at a cooling rate of 5°C / min, and then leave the furnace for air cooling. After gas quenching, protect it with high-purity nitrogen gas, keep it at 550°C±10°C for 120min±10min, and then air cool it out of the furnace.
[0036] Example 1 After treatment, the tensile strength of D6AC ultra-high-strength steel matrix samples is between 1610MPa and 1640MPa, and the elongation after fracture is between...
Embodiment 2
[0038] A vacuum classification gas quenching method for D6AC ultra-high strength steel thin-walled shells described in this embodiment is specifically carried out according to the following steps: According to the content of the invention, the D6AC ultra-high strength steel is divided into two steps at a temperature of 6.7×10 -2 Heat to 900°C under Pa vacuum, keep it warm for 90min, cool to 780°C with 2bar high-purity nitrogen at a cooling rate of 15°C / min; Cool to 520°C at a cooling rate of 5°C / min; cool to 290°C at a cooling rate of 180°C / min after the heat preservation is over; cool from 290°C to below 50°C at a cooling rate of 5°C / min, and leave the oven for air cooling. After gas quenching, protect it with high-purity nitrogen gas, keep it at 550°C±10°C for 120min±10min, and then air cool it out of the furnace.
[0039] Example 2 The tensile strength of the D6AC ultra-high-strength steel matrix sample after treatment is between 1650MPa and 1660MPa, and the elongation afte...
Embodiment 3
[0041] A vacuum classification gas quenching method for D6AC ultra-high strength steel thin-walled shells described in this embodiment is specifically carried out according to the following steps: According to the content of the invention, the D6AC ultra-high strength steel is divided into two steps at a temperature of 6.7×10 -2Heat to 900°C under Pa vacuum, keep it warm for 90min, cool to 750°C with 2bar high-purity nitrogen at a cooling rate of 25°C / min; Cool at a cooling rate of 520°C; after cooling, cool to 320°C at a cooling rate of 300°C / min; cool from 320°C to below 50°C at a cooling rate of 8°C / min, and leave the furnace for air cooling. After gas quenching, protect it with high-purity nitrogen gas, keep it at 550°C±10°C for 120min±10min, and then air cool it out of the furnace.
[0042] Example 3 After treatment, the tensile strength of the D6AC ultra-high-strength steel matrix sample is between 1610MPa and 1640MPa, and the elongation after fracture is between 14.0% a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More