A manufacturing method of aluminum matrix composite material hot extrusion pipe with reduced inner surface abrasion
A technology of aluminum-based composite materials and manufacturing methods, which is applied in the field of material molding, can solve problems such as internal and external surface defects and low plasticity, and achieve the effects of improving corrosion resistance, increasing service life, and avoiding scratches
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0035] Example 1 Preparation of aluminum matrix composite material hot extrusion pipe
[0036] 1) Drilling the inner hole of the ingot: Take a cylindrical aluminum-based composite material ingot, and drill a cylindrical through hole coaxial with the ingot along the axis at the center of the ingot, which is the inner hole (such as Figure 6 (a));
[0037] 2) Treatment of the inner surface of the inner hole: pickling the inner surface of the inner hole of the ingot prepared in step 1), then washing with water, and drying;
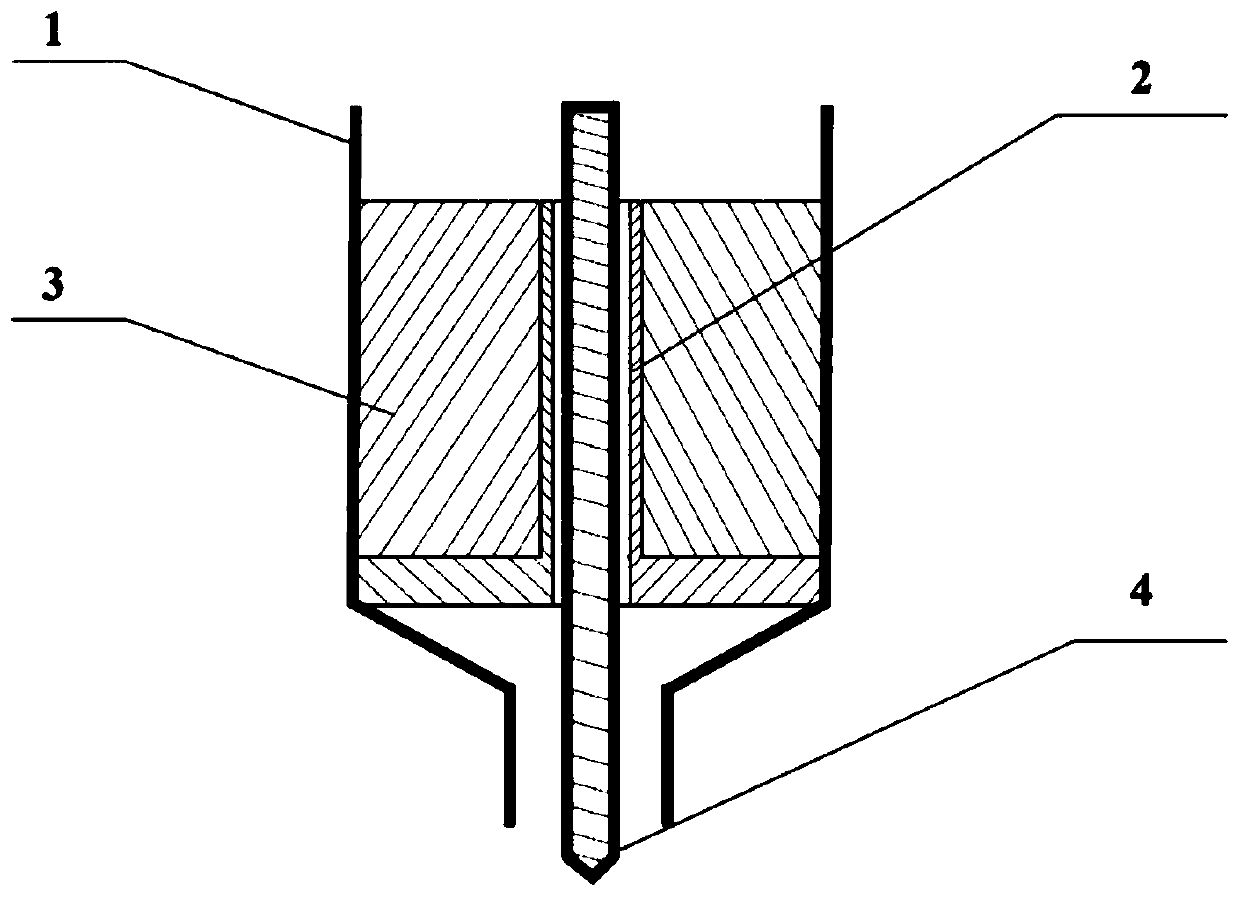
[0038] 3) Pure aluminum casting: put the ingot obtained after step 2) into the mold, and pour molten pure aluminum liquid after preheating;
[0039] 4) Drill the pure aluminum part at the inner hole of the ingot: Drill a cylindrical through hole coaxial with the inner hole of the ingot along the axis at the center of the inner hole of the ingot, and the inner diameter of the through hole is 3.5mm smaller than the inner diameter of the inner hole of the ingot ...
Embodiment 2
[0054] 1) Drilling the inner hole of the ingot: Take a cylindrical aluminum-based composite material ingot, and drill a cylindrical through hole coaxial with the ingot along the axis at the center of the ingot, which is the inner hole (such as Figure 6 (b));
[0055] 2) inner surface treatment of the inner hole: sandblasting the inner surface of the inner hole of the ingot prepared in step 1), then washing with water and drying;
[0056] 3) Pure aluminum casting: put the ingot obtained after step 2) into the mold, and pour molten pure aluminum liquid after preheating;
[0057] 4) Drill the pure aluminum part at the inner hole of the ingot: Drill a cylindrical through hole coaxial with the inner hole of the ingot along the axis at the center of the inner hole of the ingot, and the inner diameter of the through hole is 1mm smaller than the inner diameter of the inner hole of the ingot;
[0058] 5) Extrusion: The ingot obtained in step 4) is preheated and heat-insulated, put int...
Embodiment 3
[0072] 1) Drilling the inner hole of the ingot: Take a cylindrical aluminum-based composite material ingot, and drill a cylindrical through hole coaxial with the ingot along the axis at the center of the ingot, which is the inner hole (such as Figure 6 (c));
[0073] 2) Treatment of the inner surface of the inner hole: pickling the inner surface of the inner hole of the ingot prepared in step 1), then washing with water, and drying;
[0074] 3) Pure aluminum casting: put the ingot obtained after step 2) into the mold, and pour molten pure aluminum liquid after preheating;
[0075] 4) Drill the pure aluminum part at the inner hole of the ingot: Drill a cylindrical through hole coaxial with the inner hole of the ingot along the axis at the center of the inner hole of the ingot, and the inner diameter of the through hole is 6mm smaller than the inner diameter of the inner hole of the ingot;
[0076] 5) Extrusion: The ingot obtained in step 4) is preheated and heat-insulated, put...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More