Corrugated pipe forming method
A technology for corrugated pipes and forming pipes, which is applied in the field of pipe processing technology, can solve the problems of shortened pipe length, difficult forming of extrusion rollers 03, and high time cost.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0055] The bellows forming method of the present invention adopts such as Figures 5 to 20 The shown bellows forming machine 1 is performed to form a bellows structure of a target configuration. The specific structure of the bellows forming machine 1 used in this embodiment is that it includes a frame 10 , a control unit, a feeding trolley 2 and a forming machine head 3 installed on the frame 10 . The frame 10 includes a protective cover 100 covering the forming machine head 3, and the two ends of the protective cover 100 are open ends for the tube blank 05 to pass through during the forming process. The control unit includes a processor, a memory and a touch control screen 11. The processor receives input instructions from the operator through the touch control screen 11, and at the same time controls the forming head 3 and the feeding trolley 2 in a predetermined order by executing the computer program stored in the memory. action to execute the bellows forming process.
...
Embodiment 2
[0084] As a description of Embodiment 2 of the present invention, only the differences from Embodiment 1 above will be described below.
[0085] In this embodiment, the molding machine in Embodiment 1 is used to form such Figure 4 The bellows structure shown is the bellows in which the cross-section of the tube substrate is formed into an ellipse.
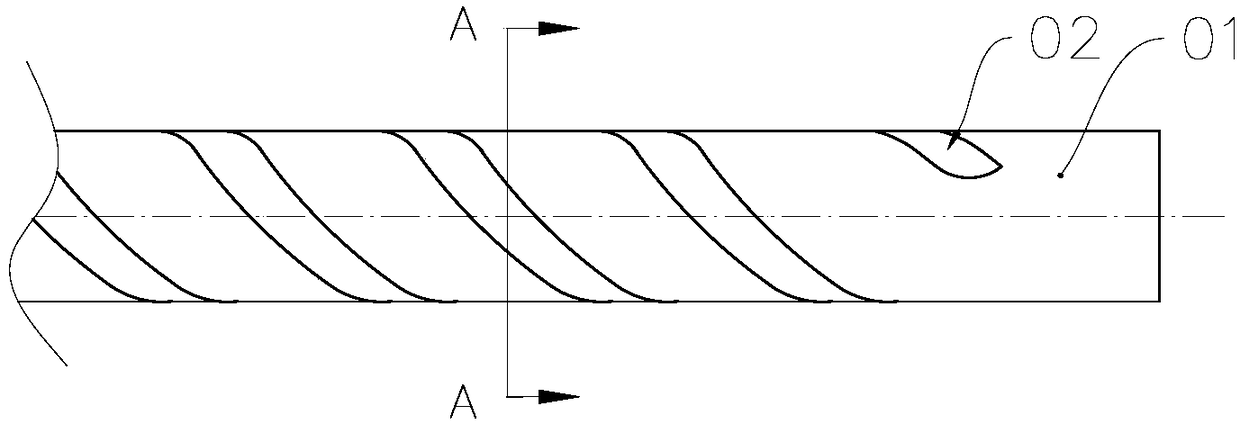
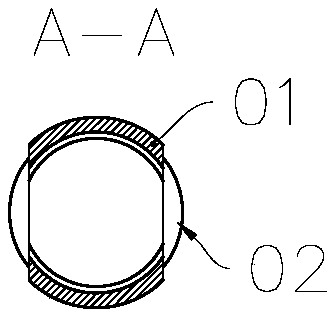
[0086] see Figure 21 and Figure 22 , using this bellows forming machine to form a spiral groove on the tube blank 06 with an elliptical cross section to obtain a non-circular bellows. The cross section of the tube blank 06 used is a circular structure. Wherein, the outer diameters of the arcs 61, 65 on the extrusion roller 6 are greater than the outer diameter of the tube blank 06, and equal to the length of the major axis of the formed corrugated pipe base 07, that is, the arcs and the formed Compatible with the maximum outer diameter of the bellows.
[0087] During the forming process, as the extrusion driving device drive...
Embodiment 3
[0090] As an explanation of Embodiment 3 of the present invention, only the differences from Embodiment 1 above will be described below.
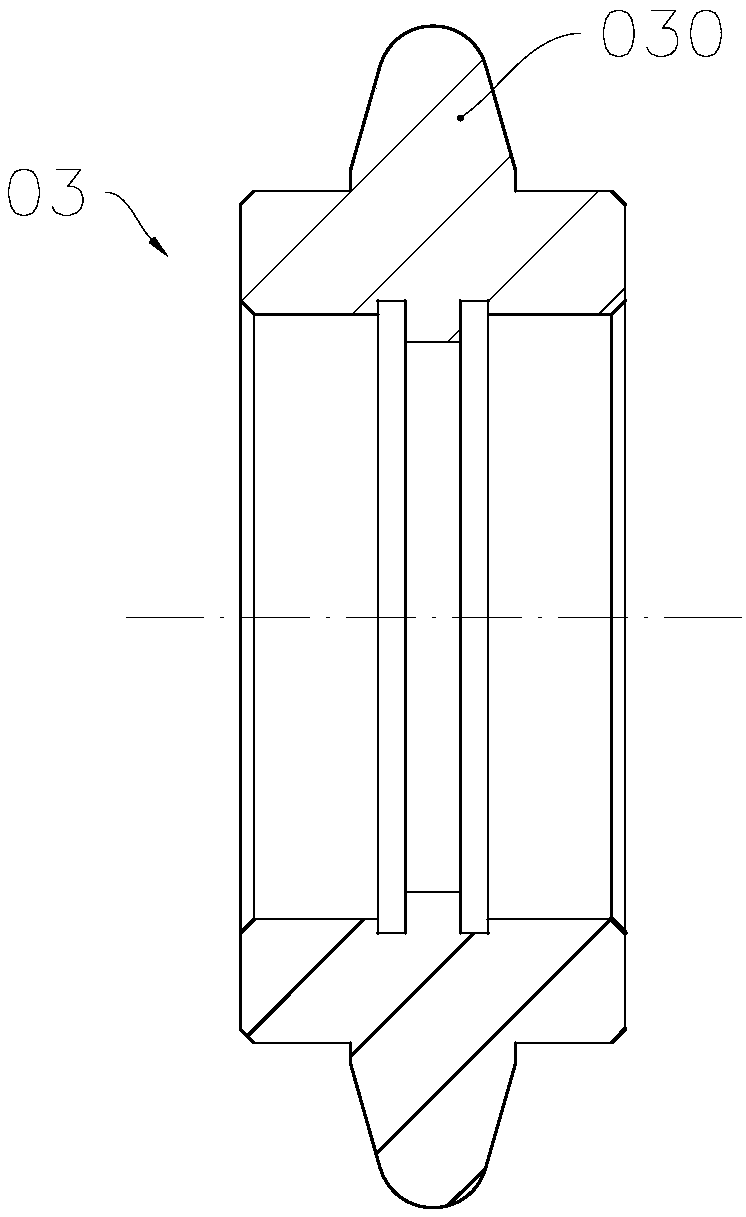
[0091] see Figure 23 , 3 sets of extrusion rollers 6 uniformly arranged axially around the main shaft are installed on the rotating drive main shaft to form a three-headed helical groove structure on the tube blank 07, that is, the groove depth of the helical groove and the extrusion If the axial dimension of the roller 6 allows, the number of extrusion rollers can be increased to obtain multi-head bellows structures such as 3 heads, 4 heads, and 5 heads.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com