

A multi-tungsten argon arc heat source, control method and welding device
A control method, tungsten argon arc technology, which is applied in the field of surfacing welding, can solve the problems of low deposition speed and low dilution rate, and achieve the effects of increasing arc energy, increasing deposition rate, and ensuring dilution rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
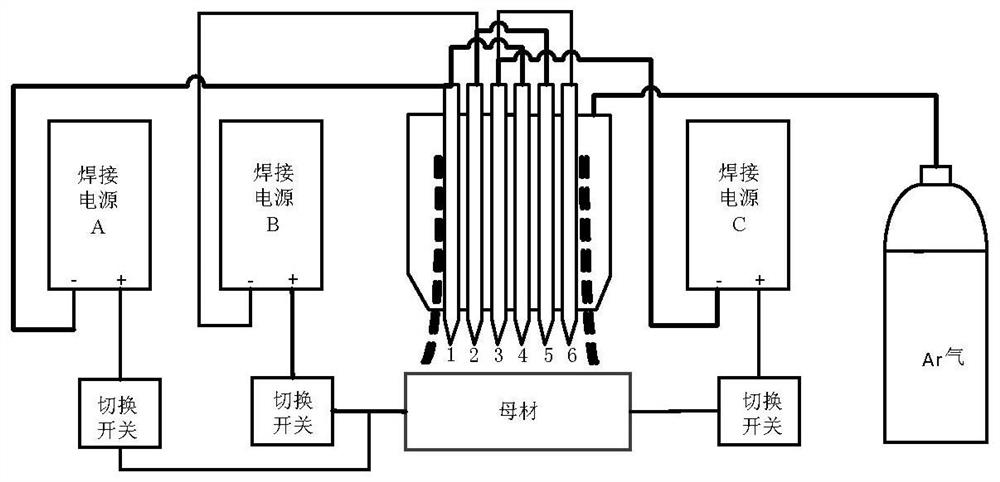
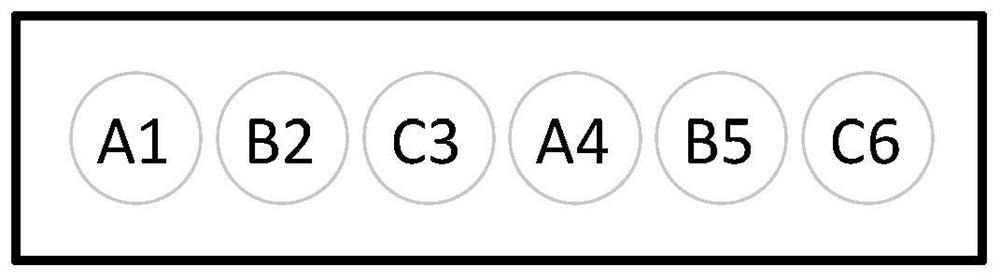
[0039] Embodiment 1: as figure 1 and figure 2 As shown, the heat source in this embodiment includes three welding power sources, three switches, six tungsten electrodes and argon shielding gas; the six tungsten electrodes are arranged in a straight line, represented by numbers 1 to 6 respectively; three power sources are used, Respectively represented by A, B, and C; No. 1 and No. 4 tungsten electrodes are connected to welding power source A, No. 2 and No. 5 tungsten electrodes are connected to welding power source B, No. 3 and No. 6 tungsten electrodes are connected to welding power source C; in this embodiment, tungsten The pole spacing is 1-6mm, the welding current is 30-500A, the switching frequency of the switch is 1-1000Hz, and the distance between the tungsten electrode and the base metal is 2-6mm;
[0040] When the heat source is working, switch the switch to energize the welding circuit of power source A. The arc is first ignited on the No. 1 tungsten electrode, and...
Embodiment 2
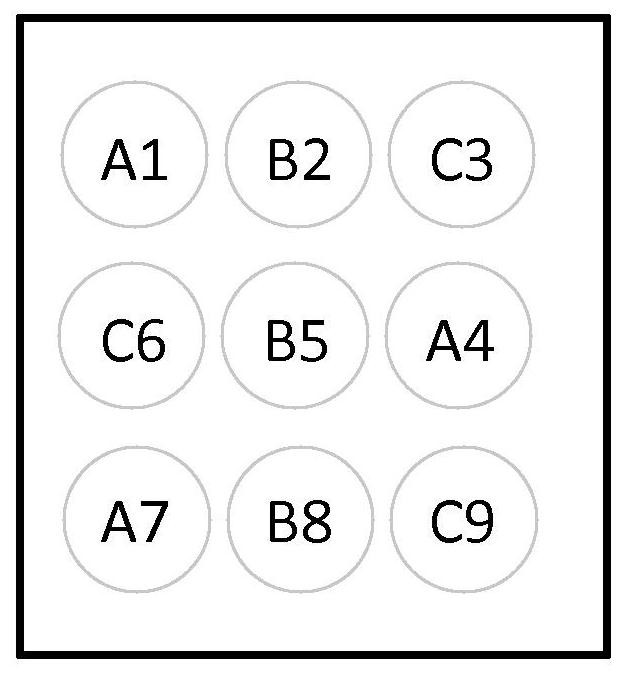
[0041] Embodiment 2: as image 3 As shown, the heat source in this embodiment includes three welding power sources, three switches, nine tungsten electrodes and argon shielding gas; the nine tungsten electrodes are arranged in a 3*3 array, represented by numbers 1 to 9 respectively; A power supply, denoted by A, B, C respectively; No. 1, No. 4 and No. 7 tungsten electrodes are connected to welding power source A, No. 2, No. 5 and No. 8 tungsten electrodes are connected to welding power source B, No. 3, No. 6 and No. 9 The tungsten electrode is connected to the welding power source C; in this embodiment, the distance between the tungsten electrode and the base metal is 1-6mm, the welding current is 30-500A, the switching frequency of the switch is 1-1000Hz, and the distance between the tungsten electrode and the base metal is 2-6mm;
[0042]When the heat source is working, switch the switch to energize the welding circuit of power source A. The arc is first ignited on the No. 1...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More