

Method for lowering weld seam cracking risk in heat treatment process after welding of large inserting plate of extra-high pressure container
A post-weld heat treatment and pressure vessel technology, which is applied in heat treatment furnaces, heat treatment equipment, furnace types, etc., can solve problems such as uncoordinated deformation, uncoordinated deformation at weld seams, and longitudinal cracking, so as to reduce stress concentration and stretch welding Residual stress, control of risk of weld cracking, effect of improved coordination
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0036] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only some of the embodiments of the present invention, not all of them. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
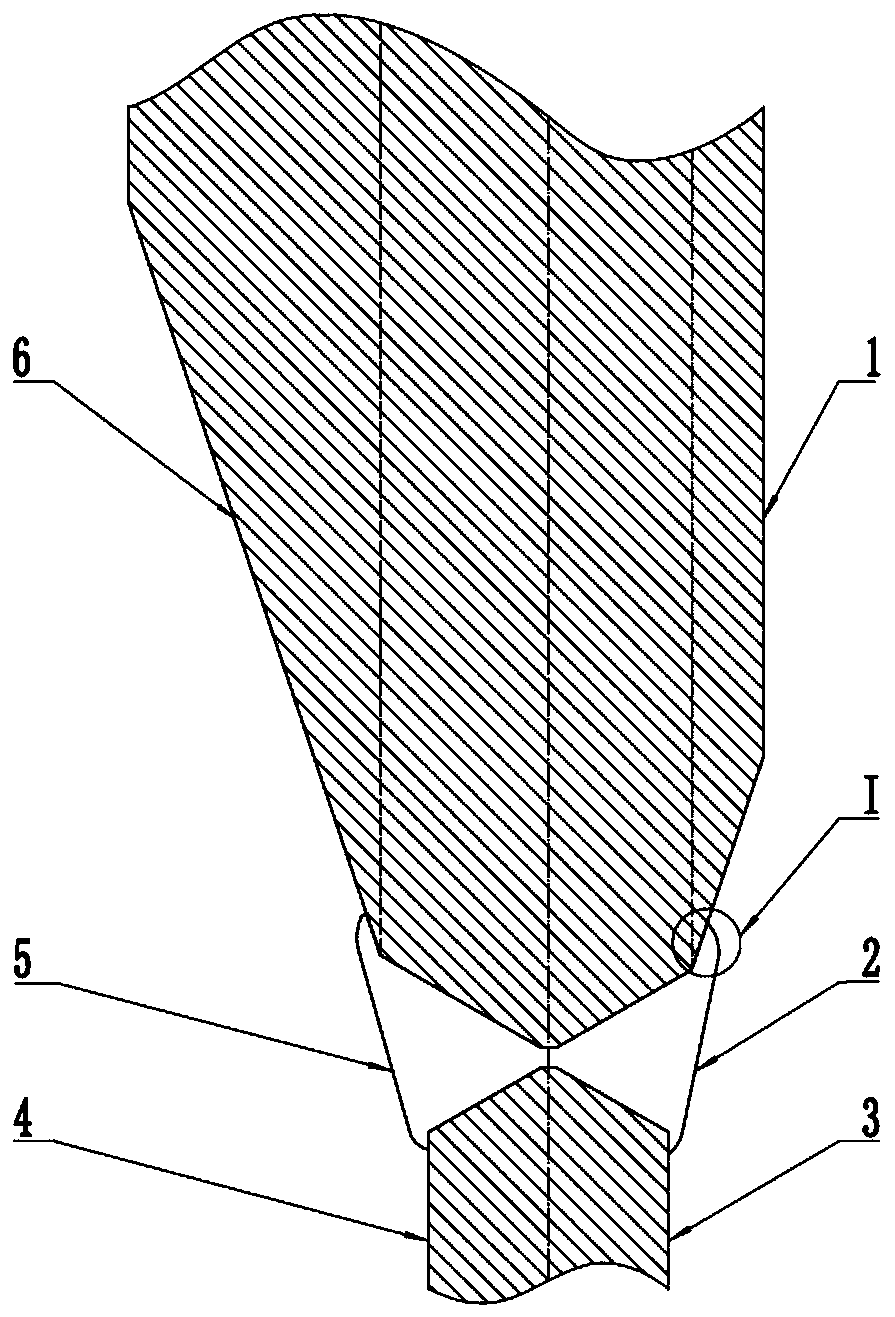
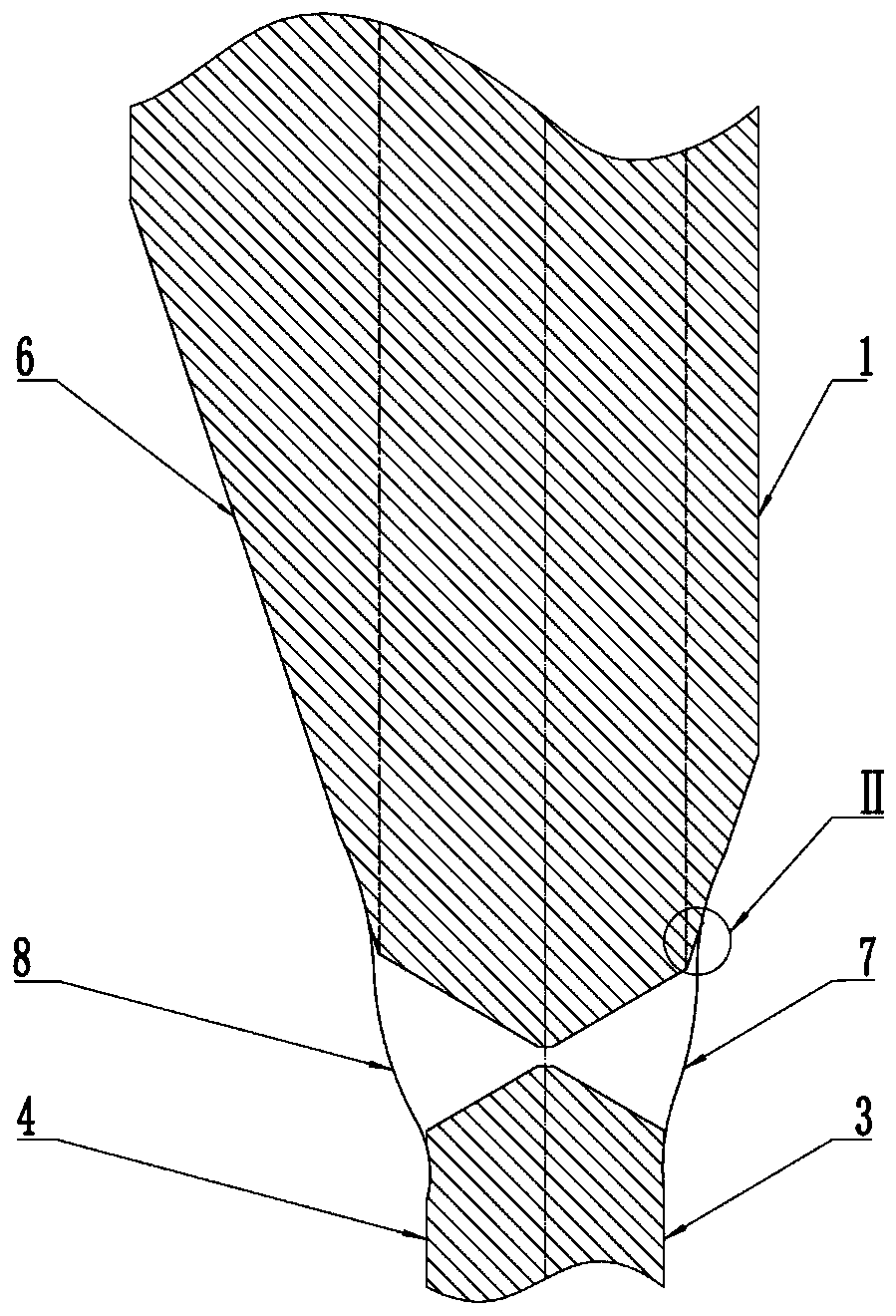
[0037] A method for reducing the risk of weld cracking during post-weld heat treatment of a large insert plate of an ultra-large pressure vessel, comprising the following steps:
[0038] (1) Increase the width of the weld cover
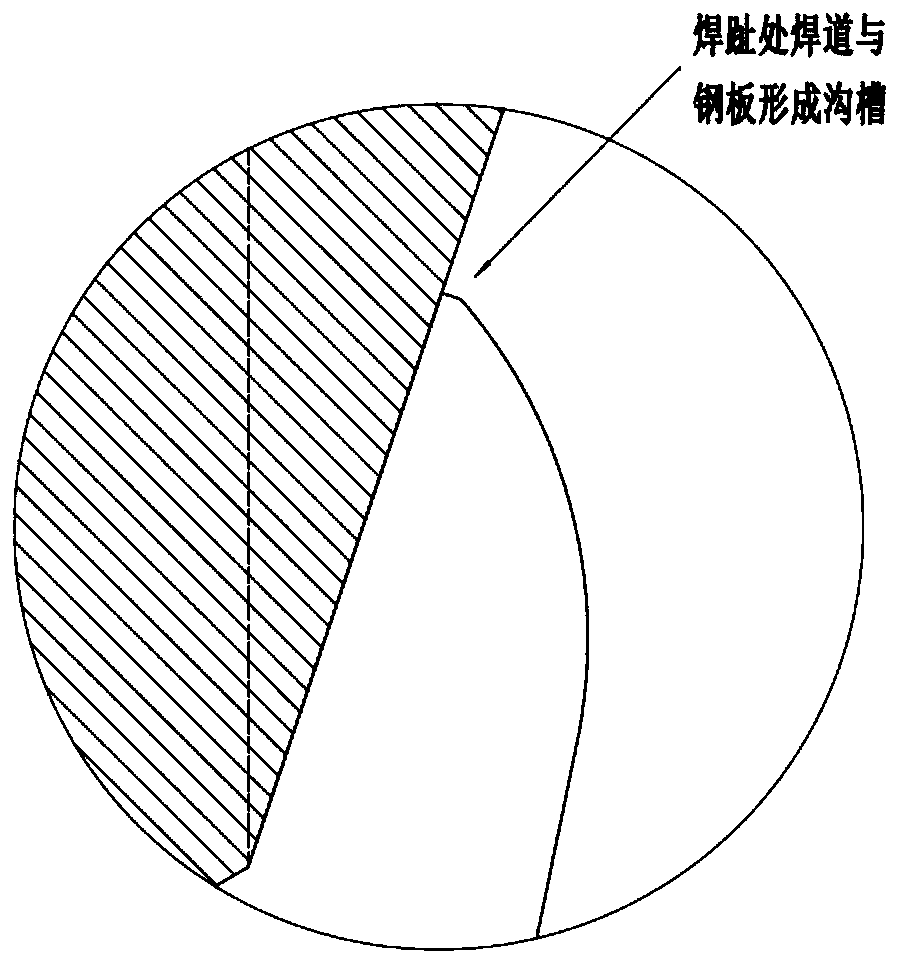
[0039] The distance from the cover weld bead protruding from the edge of the groove is 5-10mm, and the height of the weld 10 is 3-4mm; the structure of the cover surface of the weld without a smooth transition is as foll...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More