Large-curvature variable-section titanium alloy skin one-step hot-press forming die
A hot-press forming and titanium alloy technology, which is applied in forming tools, manufacturing tools, metal processing equipment, etc., can solve the problems of hot pressing of molds that cannot have blank holders, so as to improve the yield, reduce the cost of sheet metal input, Avoid wrinkle effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
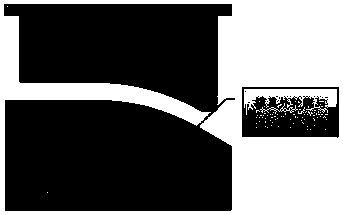
[0025] Such as Figure 1 to Figure 8 As shown, a large curvature, variable cross-section titanium alloy skin one-time hot pressing forming mold, the mold is only composed of a punch and a die, and there is no blank holder in the middle layer; the outside of the punch is provided with a blank holder , the inside is provided with a profile area, the height of the profile area is lower than the outer blanking; the internal profile of the blank is the same as the part profile; Inside: there is a gap between the outer side of the die and the inner side of the blank holder.
[0026] The forming method of the hot press molding of the mold is to clamp the sheet material in advance by clamping the die and the punch, and the sheet material is always in a clamped state during the continuous mold clamping process, thereby achieving the edge-holding effect, and then through The blanking size of the part to be formed is accurately calculated to reduce the process end of the part, avoid sta...
Embodiment 2
[0035] A large-curvature, variable-section titanium alloy skin one-time hot-press forming die. During the forming process of large-curvature, variable-section titanium alloy parts, firstly, through the external dimensions of the parts, the unfolded material is accurately calculated in the form of grid drawing approximate to calculus. , after calculating the unfolded material, on the basis of ensuring accurate positioning and no scrapped parts, the process end of the parts should be reduced as much as possible. If the height of the part is small, it is necessary to add a process end to keep the sheet in a clamped state during the hot pressing process, but the process end of the sheet needs to be processed and lowered into a zigzag shape to prevent the sheet from stacking and forming wrinkles. Finally, it should be noted that after the mold is completely closed, no flanges are formed, and all the flanges in the hot pressing process are converted into vertical edges, because the g...
Embodiment 3
[0039] A large curvature, variable cross-section titanium alloy skin one-time hot pressing forming die in the process of forming large curvature, variable cross-section titanium alloy parts, such as figure 1 As shown, firstly, the developed material of the part is accurately calculated by means of calculus, and the technological end of the part is given according to the height of the part. If the height of the part is low, the process end is appropriately enlarged so that the part is always in a clamped state during the forming process. If the height of the part is too large, try to reduce the technological end of the part to prevent the stacking of the sheets during the forming process, resulting in wrinkles. The technological end range is between 6mm and 20mm. The expansion diagram is shown in the attached figure 2 shown.
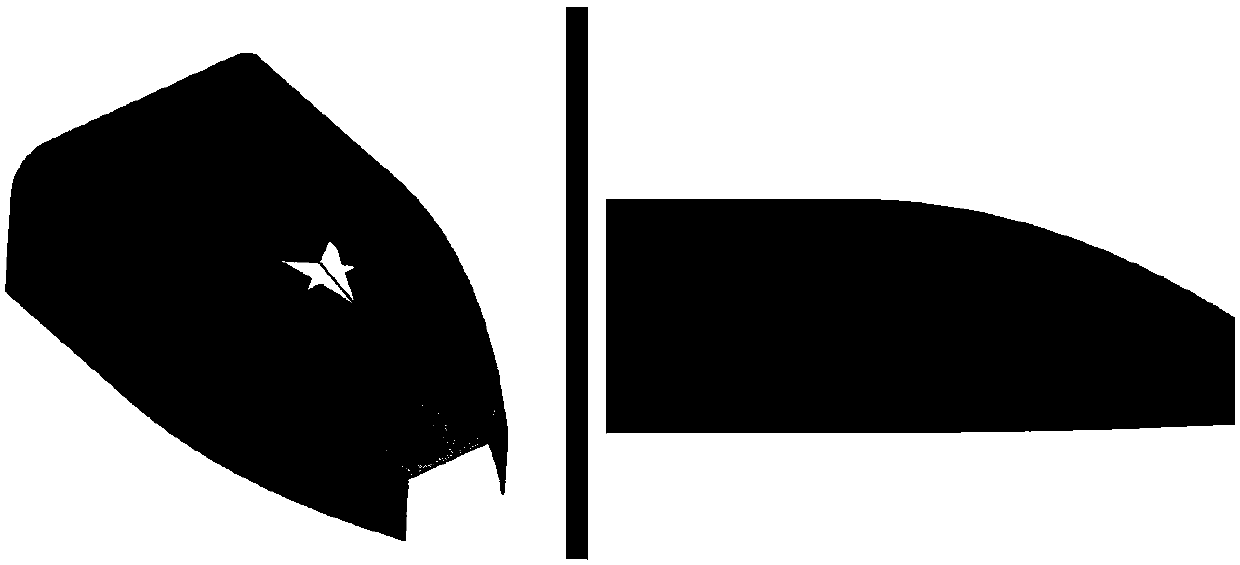
[0040] as attached Figure 3 to Figure 8 As shown, the forming area of the punch is lower than the outer blank holder. Here, the fillet of the punch...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com