Method and device for welding steel plates
A technology for welding steel plates and steel plates, which is applied in the field of steel arc welding and can solve the problems of easy cracking and high crack sensitivity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
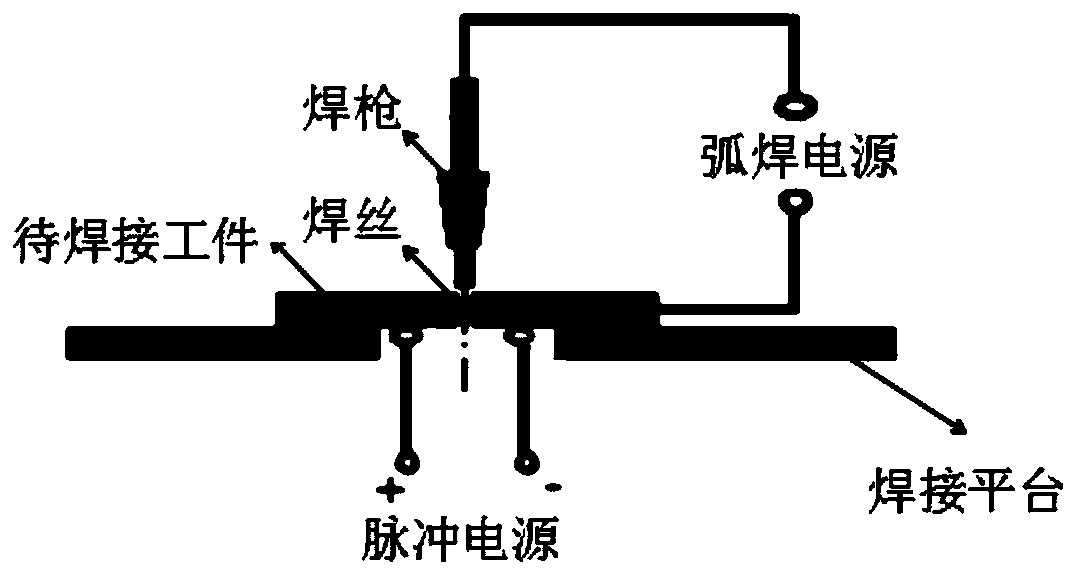
[0035] Such as figure 1 As shown, put two steel plates to be welded (DH36 steel plates, both with a thickness of 10mm) on the welding platform. 2 For gas shielded welding, the welding current is 140A, the welding voltage is 20-22V, and the welding speed is 200mm / min. Apply a square wave pulse voltage to the weld pool that can generate a pulse electric field that is substantially perpendicular to the line connecting the two steel plates to be welded. After pool crystallization a welded steel plate is obtained. The metallographic structure diagram of the reference welded steel plate that comparative example 1 obtains and the welded steel plate weld seam that embodiment 1 obtains are respectively as follows figure 2 and image 3 shown. From figure 2 and image 3 It can be seen from the comparison that the electric pulse can effectively refine the grain size and reduce the thickness direction of the weld grains (thickness direction such as figure 2 and image 3 shown i...
Embodiment 2
[0037] Such as figure 1 As shown, two steel plates to be welded (CCS-A steel plates for ships, both thickness 8mm) are placed on the welding platform, the surfaces to be welded face each other, and the arc welding power supply is turned on to strike the arc for submerged arc welding. The welding current is 800A, and the welding voltage is The welding speed is 33-35V, the welding speed is 520mm / min, the welding wire (material is H08A) and the steel plate to be welded end are melted to form a molten pool, and the pulse power supply is turned on at the same time to conduct the pulse circuit. A square wave pulse voltage of a pulsed electric field that is substantially vertical to the surface of the steel plate to be welded. The frequency of the square wave pulse voltage is 350 Hz, the pulse width is 50 μs, and the peak voltage is 110 V. After the molten pool is crystallized, a welded steel plate is obtained. From the metallographic structure diagram of the welded steel plate weld...
Embodiment 3
[0039] Such as figure 1 As shown, put two steel plates to be welded (CCS-A steel plates for marine use, both with a thickness of 12mm) on the welding platform. 2 Gas shielded welding, the welding current is 180A, the welding voltage is 28-30V, the welding speed is 300mm / min, the welding wire (material is H08MnSi) and the steel plate to be welded end are melted to form a molten pool, and the pulse power supply is turned on at the same time to conduct the pulse circuit. Apply a square wave pulse voltage to the weld pool that can generate a pulse electric field that is substantially perpendicular to the line connecting the two steel plates to be welded. The frequency of the square wave pulse voltage is 300Hz, the pulse width is 30μs, and the peak voltage is 100V. After pool crystallization a welded steel plate is obtained. From the metallographic structure diagram of the welded steel plate weld, it can be seen that the electric pulse can effectively refine the grain size and re...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap