

Method for relieving nodulation of furnace roller of continuous annealing furnace
A continuous annealing furnace and furnace roll technology, which is applied in the direction of furnaces, furnace types, heat treatment furnaces, etc., can solve the problems of continuous annealing furnace rolls that are easy to nodulate, so as to ensure the cleanliness and stability of furnace rolls and relieve furnace roll nodulation , Reduce the effect of high foreign matter concentration
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0055] A method for alleviating nodulation of rollers in continuous annealing furnaces, the steel type is M250P1, and the layout plan is 180 tons.
[0056] The relationship between the nominal roll diameter b of the furnace roll set in the PLC program and the actual roll diameter a of the furnace roll is: b=a+5mm.
[0057] The inner wall of the furnace roll is coated with LC056, the thickness of the coating is 0.05mm, and the hardness of the coating is HV=900. The manufacturer is Shanghai Junshan Surface Technology Co., Ltd.
[0058] During the strip steel production process, it is processed as follows:
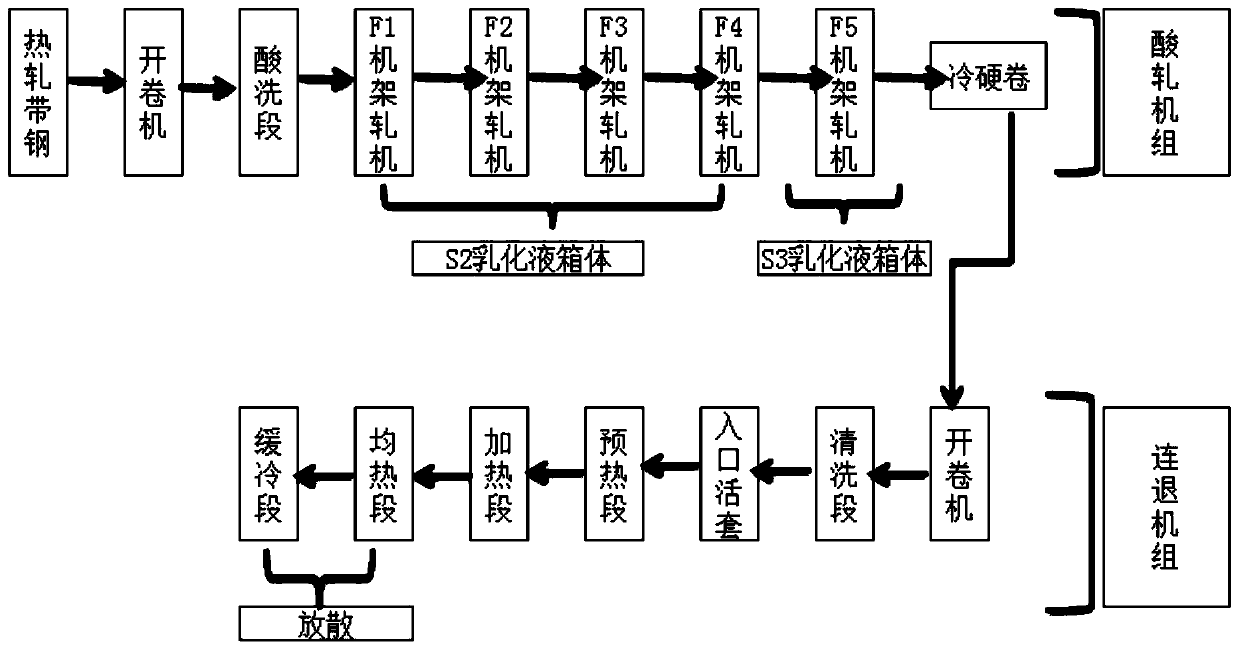
[0059] (1) the emulsion concentration of acid rolling group control S2 is 2.0%, and the emulsion concentration of S3 is 0.7%; The iron powder content of the emulsion of F1-F4 is 300ppm, and the iron powder content of the emulsion of F5 stand rolling mill is 100ppm; the flow rate of the emulsion in the F1-F5 stand rolling mill is 5000L / min; the temperature control of the emul...
Embodiment 2
[0068] A method for alleviating nodulation of rollers in continuous annealing furnaces, the steel type is M210P1, and the layout plan is 200 tons.
[0069] The relationship between the nominal roll diameter b of the furnace roll set in the PLC program and the actual roll diameter a of the furnace roll is: b=a-5mm.
[0070] The inner wall of the furnace roll is coated with LC056, the thickness of the coating is 0.07mm, and the hardness of the coating is HV=1000. The manufacturer is Shanghai Junshan Surface Technology Co., Ltd.
[0071] During the strip steel production process, it is processed as follows:
[0072] (1) the emulsion concentration of acid rolling group control S2 is 3.0%, and the emulsion concentration of S3 is 0.6%; The iron powder content of the emulsion of F1-F4 is 250ppm, and the iron powder content of the emulsion of F5 stand rolling mill is 80ppm; the flow rate of the emulsion in the F1-F5 stand rolling mill is 6000L / min; the temperature control of the emul...
Embodiment 3
[0080] A method for alleviating nodulation of furnace rolls in continuous annealing furnaces. The steel type is DC04, and the layout plan is 210 tons.
[0081] The relationship between the nominal roll diameter b of the furnace roll set in the PLC program and the actual roll diameter a of the furnace roll is b=a+3mm.
[0082] The inner wall of the furnace roll is coated with LC056, the thickness of the coating is 0.06mm, and the hardness of the coating is HV=950. The manufacturer is Shanghai Junshan Surface Technology Co., Ltd.
[0083] During the strip steel production process, it is processed as follows:
[0084] (1) the emulsion concentration of acid rolling group control S2 is 2.5%, and the emulsion concentration of S3 is 0.5%; The iron powder content of the emulsion of F1-F4 is 270ppm, and the iron powder content of the emulsion of F5 stand rolling mill is 90ppm; the flow rate of the emulsion in the F1-F5 stand rolling mill is 5500L / min; the temperature control of the em...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Conductivity | aaaaa | aaaaa |
| Conductivity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More