

Rewinding tension control system with multiple tension control modes
A tension control and tension technology, which is used in thin material handling, transportation and packaging, winding strips, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
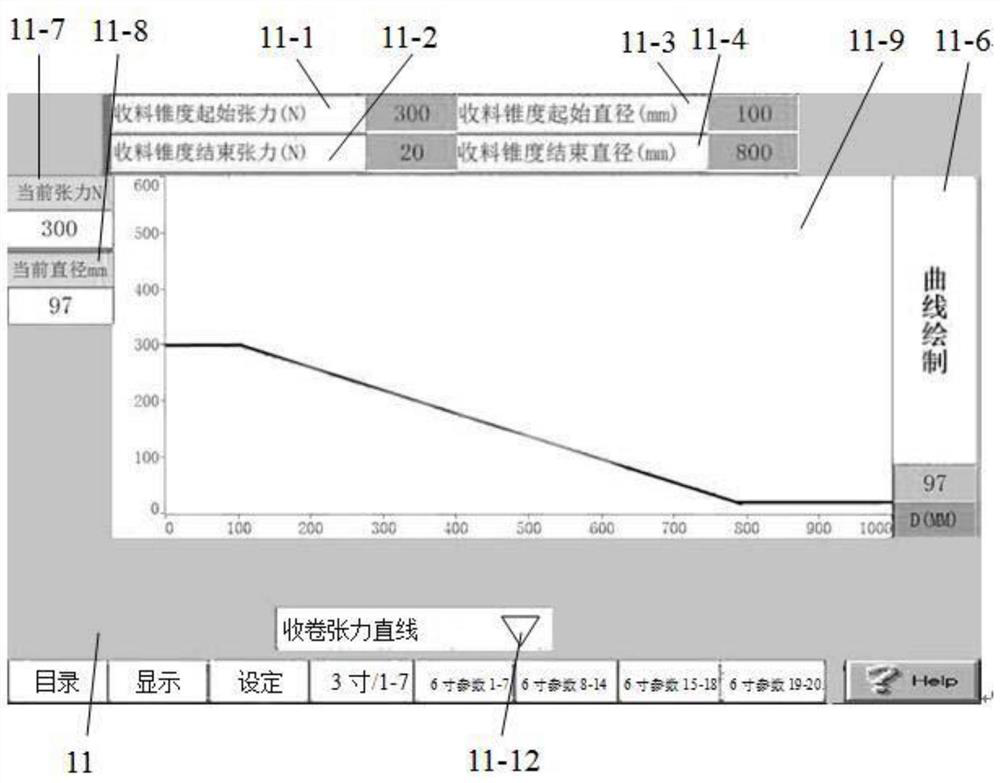
[0083] Adopt the material receiving tension control system of the present invention to carry out the material receiving tension linear control, set the following parameters on the man-machine interface, F1=300N, F2=20N, D1=100mm, D2=800mm;
[0084] F0 indicates the current real-time tension of receiving material, the unit is N; D0 indicates the real-time diameter of receiving material during the operation of the equipment, the unit is mm;
[0085] According to formula (1), when D0<100mm, F0=300N;
[0086] When 100mm≤D0≤800mm,
[0087]
[0088] When D0>800mm, F0=20N;
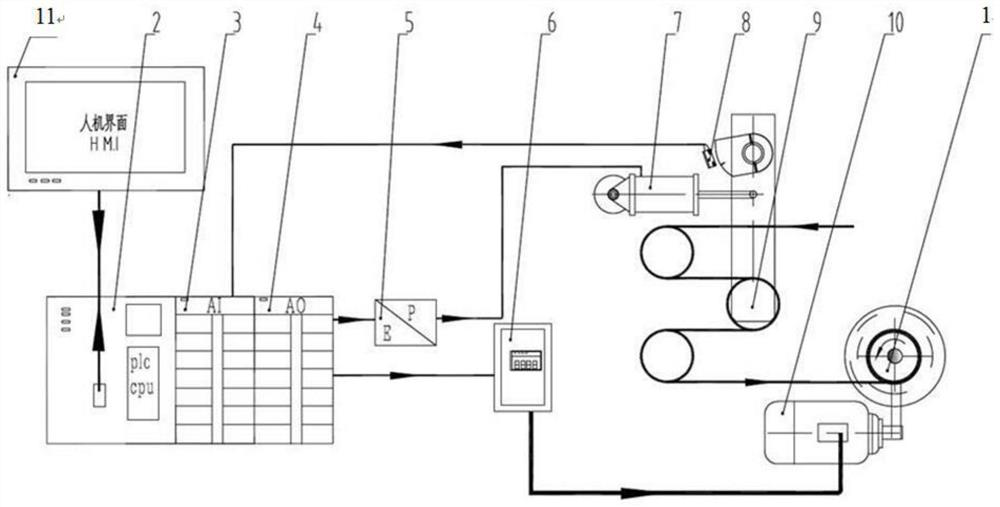
[0089] The controller PLC can obtain the tension curve diagram through the above logic operations, click the curve drawing unit 11-6 on the man-machine interface 11, and the tension curve diagram will be displayed on the tension curve display area 11-9, and the controller PLC can obtain the tension curve diagram according to the tension curve Figure real-time adjustment and control of the electric proportion...
Embodiment 2
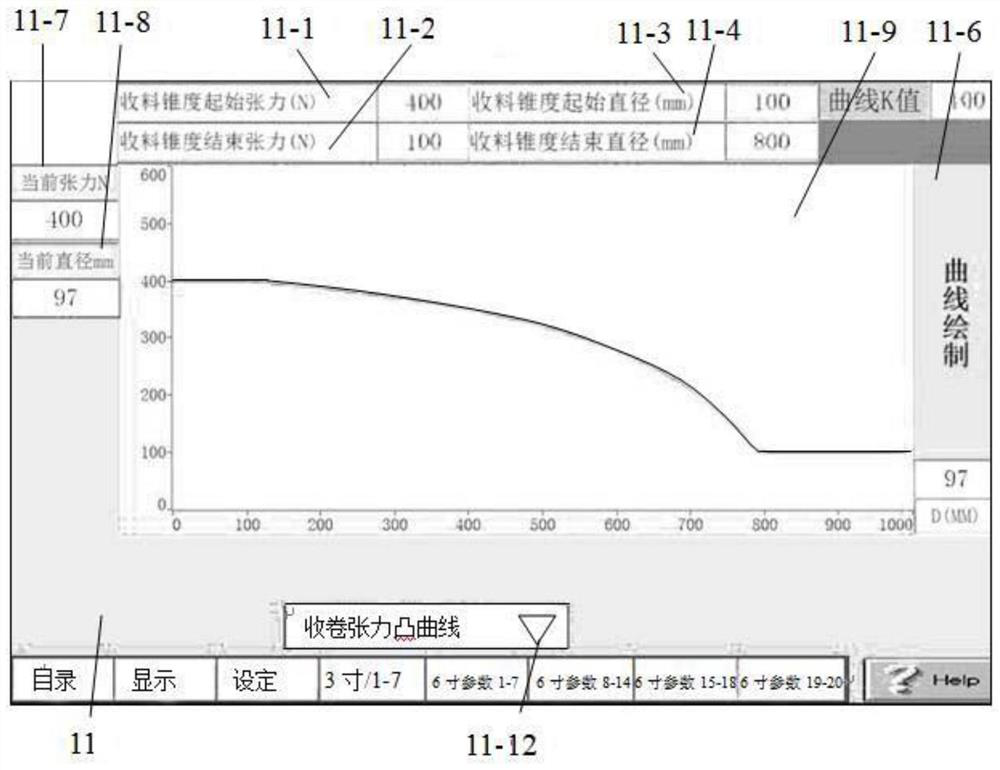
[0091] Adopt the material receiving tension control system of the present invention to carry out material receiving tension convex line control, set the following parameters on the man-machine interface, F1=400N, F2=100N, D1=100mm, D2=800mm, K=100;
[0092] F0 indicates the current real-time tension of receiving material, the unit is N; D0 indicates the real-time diameter of receiving material during the operation of the equipment, the unit is mm;
[0093] According to formula (2), when D0<100mm, F0=400N;
[0094] When 100mm≤D0≤800mm,
[0095]
[0096] When D0>800mm, F0=100N;
[0097] The controller PLC can obtain the tension curve diagram through the above logic operations, click the curve drawing unit 11-6 on the man-machine interface 11, and the tension curve diagram will be displayed on the tension curve display area 11-9, and the controller PLC can obtain the tension curve diagram according to the tension curve Figure real-time adjustment and control of the electric ...
Embodiment 3
[0099] Adopt the material receiving tension control system of the present invention to control the material receiving tension concave line, set the following parameters on the man-machine interface, F1=500N, F2=100N, D1=100mm, D2=800mm, K=100;
[0100] F0 indicates the current real-time tension of receiving material, the unit is N; D0 indicates the real-time diameter of receiving material during the operation of the equipment, the unit is mm;
[0101] According to the formula (3), when D0<100mm, F0=500N;
[0102] When 100mm≤D0≤800mm,
[0103]
[0104] When D0>800mm, F0=100N;
[0105] The controller PLC can obtain the tension curve diagram through the above logic operations, click the curve drawing unit 11-6 on the man-machine interface 11, and the tension curve diagram will be displayed on the tension curve display area 11-9, and the controller PLC can obtain the tension curve diagram according to the tension curve Figure real-time adjustment and control of the electric pro...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More