

Preparation method of hot-rolled strip steel
A hot-rolled strip steel and strip steel technology, applied in the direction of metal rolling, metal rolling, rolling mill control devices, etc., can solve problems affecting the thickness and width hit rate of finished products, fluctuations in finished product thickness and width, unbalanced second flow, etc. , to improve the hit rate of thickness and width, solve the fluctuation of thickness and width, and optimize the operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
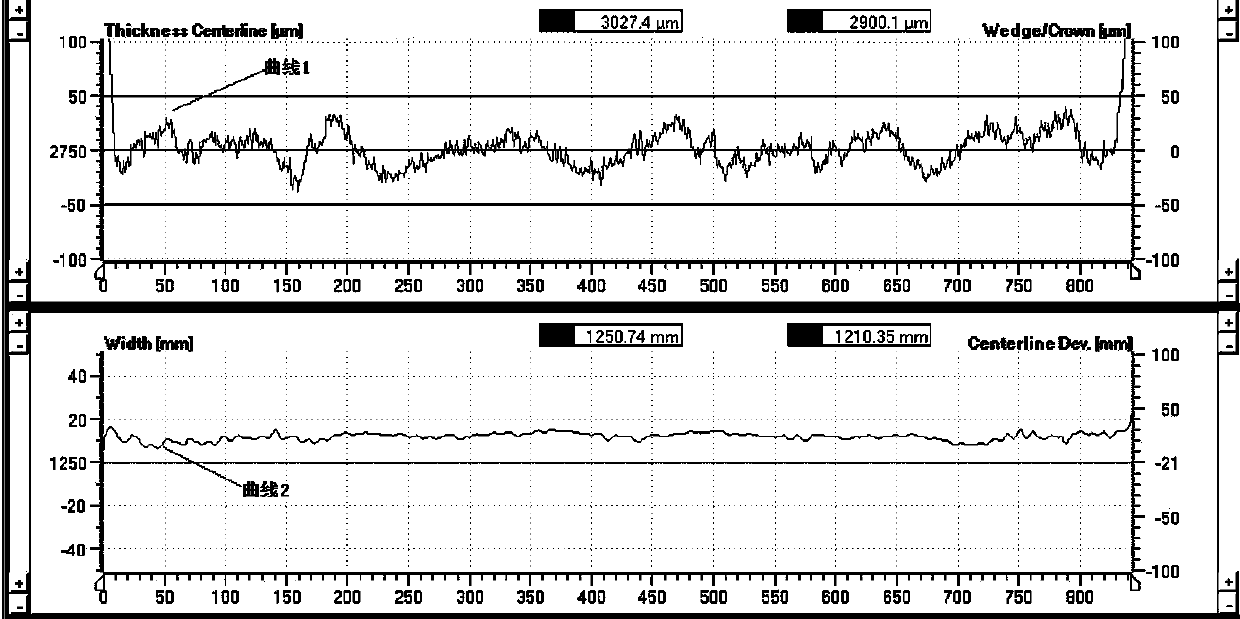
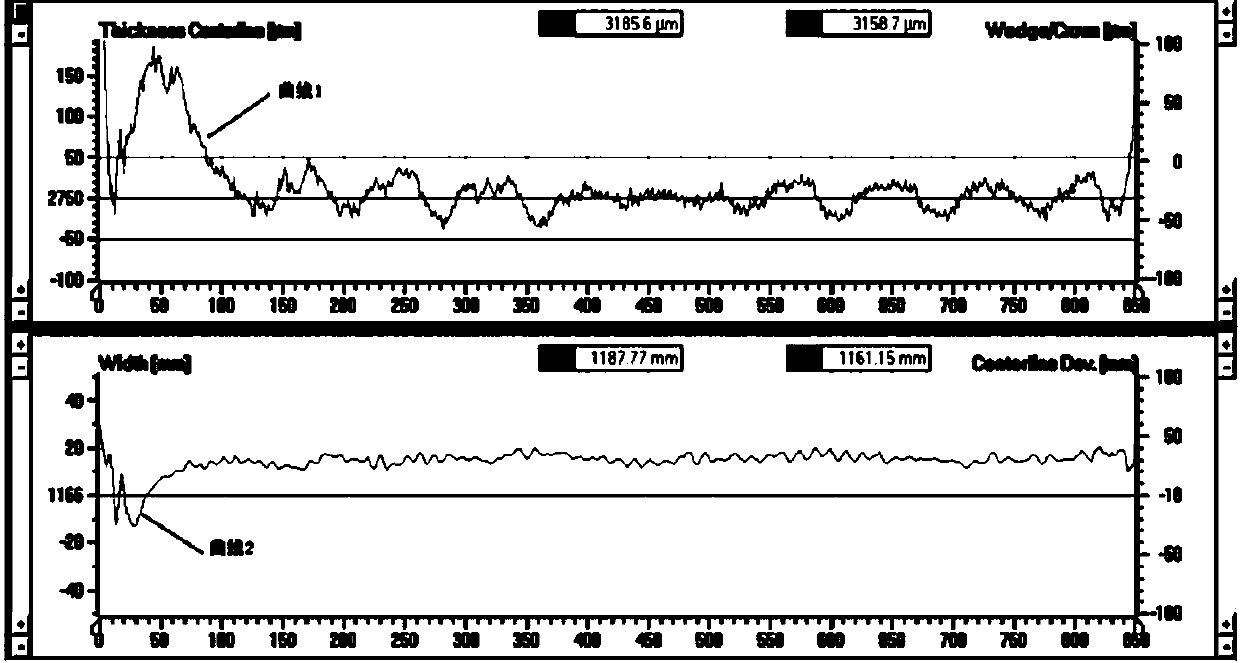
[0014] Embodiment Take the 1450mm strip steel hot rolling production line silicon steel model rolling control case of Jiangsu Shagang Group Co., Ltd. as an example, but the embodiment should not be construed as a limitation of the present invention.
[0015] overview
[0016] The slab used for rolling 1450mm strip steel will go through the processes including heating, rough rolling, finish rolling and coiling. The strip steel can be selected from grades W1300, W800 or W600 silicon steel. The conditions are as follows:
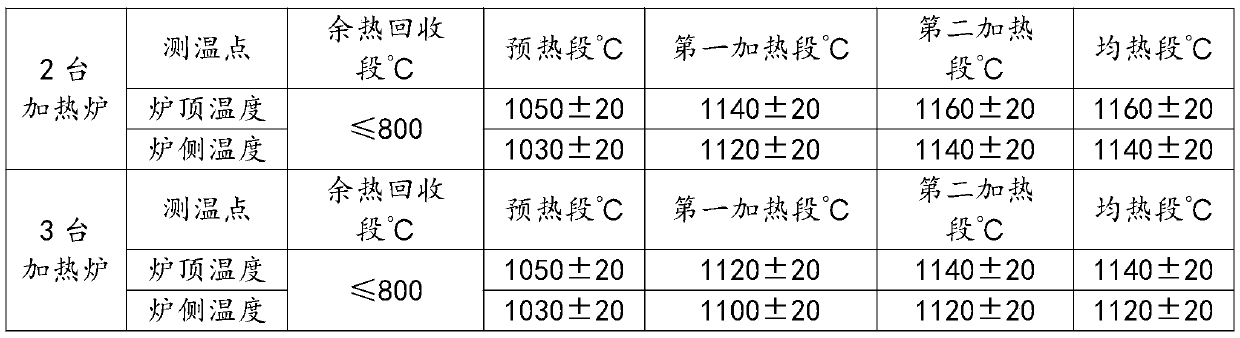
[0017] 1. Furnace temperature control (2 or 3 sets can be selected for operation)
[0018]
[0019] 2. Slab in furnace time: ≥150min
[0020] 3. Temperature control requirements for key rolling processes
[0021]
[0022] 4. The finishing control requirements
[0023] In the case of normal rolling production of 7 continuous rolling mills F1-F7 of the finishing rolling group, before the strip steel enters the finishing rolling mill, input the rolling p...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More