

Surface overlaying method of thin-walled metal
A surface surfacing and metal technology, applied in metal processing equipment, welding equipment, welding accessories, etc., can solve the problems of thin-walled metal back burn-through, excessive oxidation, metal internal medium leakage, etc., to avoid excessive metal temperature, The effect of reducing the dwell time and reducing the welding swing amplitude
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0032] In order to make the purpose, technical solution and beneficial technical effects of the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments. It should be understood that the specific implementations described in this specification are only for explaining the present invention, not for limiting the present invention.
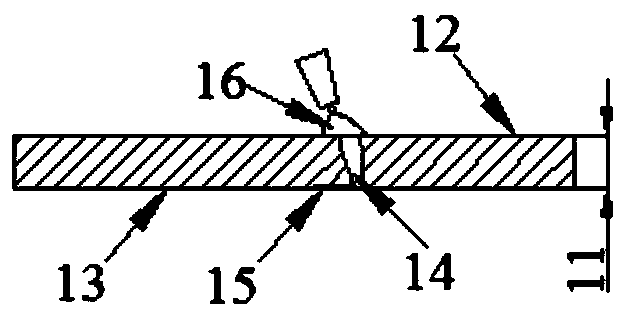
[0033] Please refer to Figures 2 to 5 Shown, the surface welding method of thin-walled metal of the present invention comprises the following steps:
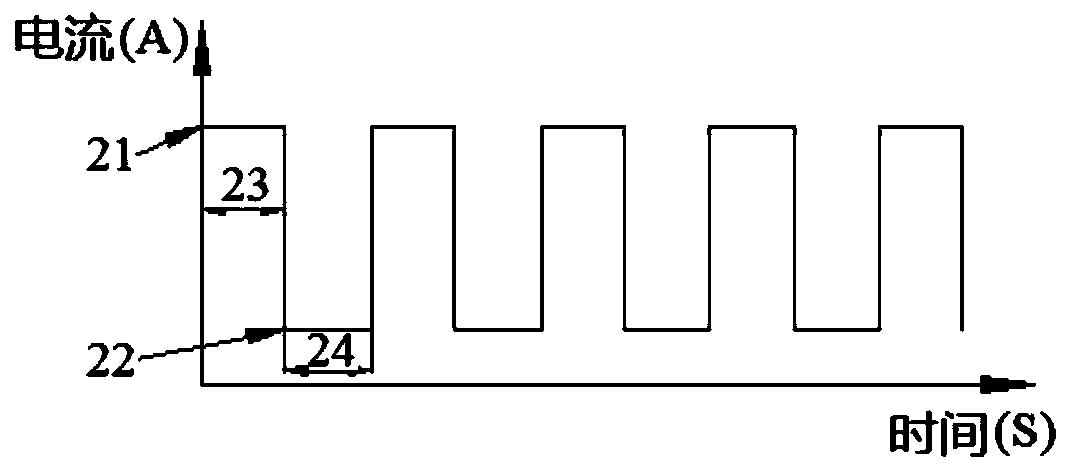
[0034] 1) Select a power supply that can realize peak-valley current output, and obtain a welding bead that meets the requirements by adjusting the peak current, peak current time, valley current, and valley current time;
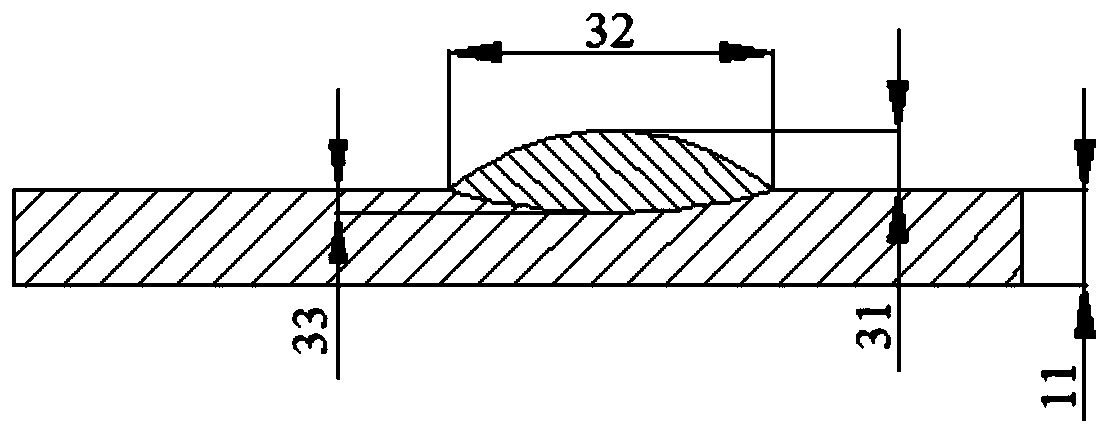
[0035] 2) completing the welding of different welding passes in sequence to form a welding layer; and
[0036] 3) Repeat step 2) to complete the welding of different welding l...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More