

Die forging processing method for titanium alloy frame forgings with variable cross-section
A technology of die forging processing and variable section, applied in metal processing equipment, manufacturing tools, forging/pressing/hammer devices, etc., can solve the problems of reduced efficiency, uneven distribution of pre-forgings, poor process control consistency, etc. The effect of forming pressure and stable positioning
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
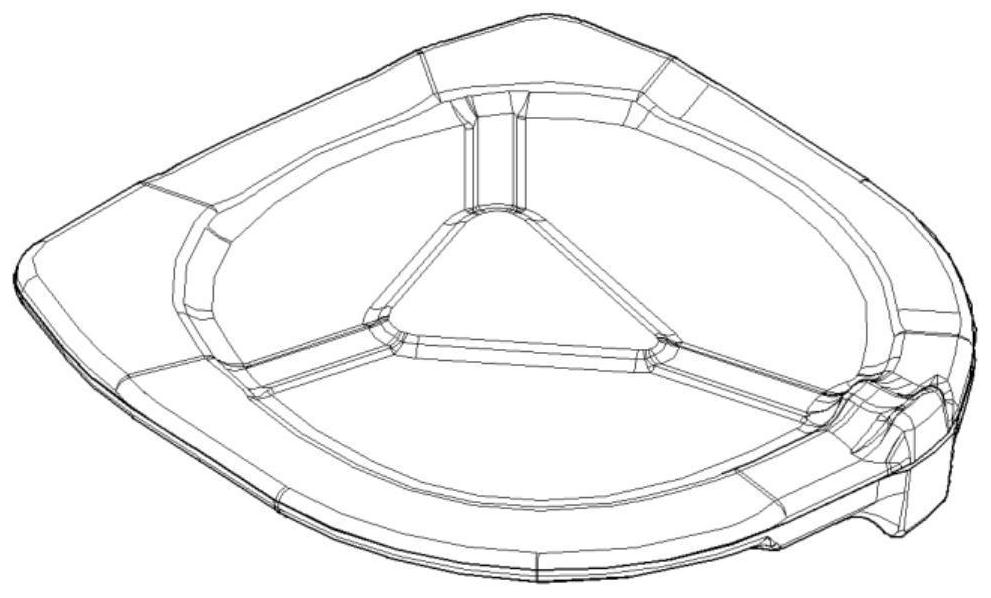
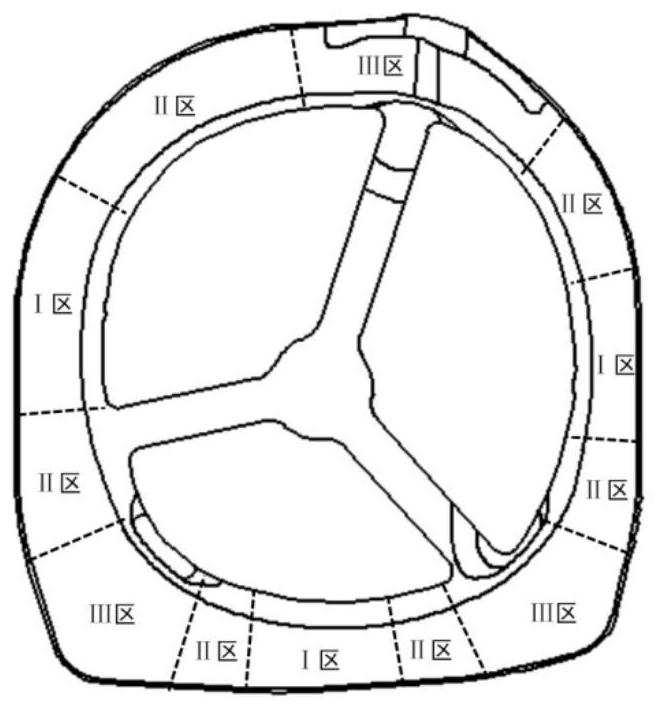
[0041] Since the design forging of the present invention has a nearly circular frame structure with irregular variable cross-section and variable radius, there must be easy-to-form parts and difficult-to-form parts in the die forging process, and the difficult-to-form parts are the forging parts of the design forging. Technical difficulties in processing.
[0042] Die forging processing method of the present invention comprises following process measure:
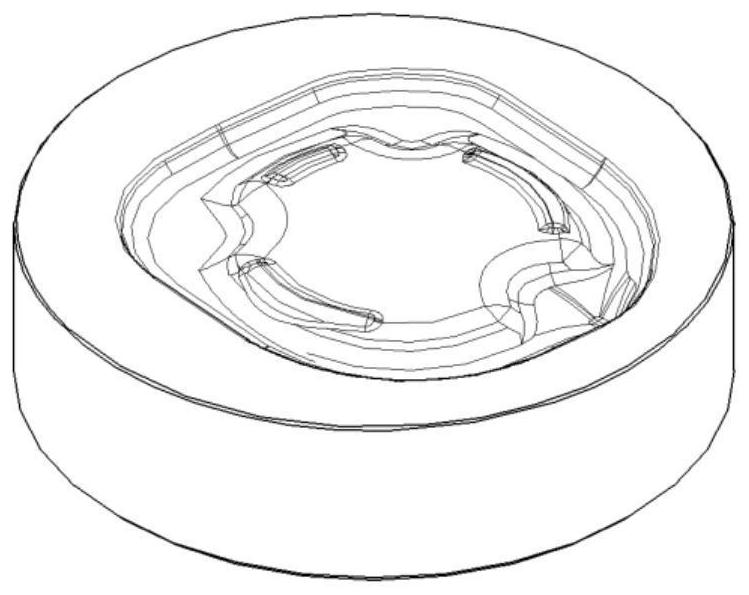
[0043] -According to the size and structural characteristics of the designed forging, as well as the size of the equipment forming force and the deformation of the forging, it is determined that the frame expansion size ratio of the designed forging in the final forging process section, pre-forging process section, billet making process section and billet process section is about 1:0.97:0.93:0.55;
[0044] -In the process of designing forgings, the billet process section uses free forging to upset the bar material into a ca...
Embodiment 2
[0055] Since the design forging of the present invention has a nearly circular frame structure with irregular variable cross-section and variable radius, there must be easy-to-form parts and difficult-to-form parts in the die forging process, and the difficult-to-form parts are the forging parts of the design forging. Technical difficulties in processing.
[0056] Die forging processing method of the present invention comprises following process measure:
[0057] -According to the size and structural characteristics of the designed forging, as well as the size of the equipment forming force and the deformation of the forging, it is determined that the frame expansion size ratio of the designed forging in the final forging process section, pre-forging process section, billet making process section and billet process section is about 1:0.98:0.94:0.6;
[0058] -In the process of designing forgings, the billet process section uses free forging to upset the bar material into a cak...
Embodiment 3
[0069] Since the design forging of the present invention has a nearly circular frame structure with irregular variable cross-section and variable radius, there must be easy-to-form parts and difficult-to-form parts in the die forging process, and the difficult-to-form parts are the forging parts of the design forging. Technical difficulties in processing.
[0070] Die forging processing method of the present invention comprises following process measure:
[0071] -According to the size and structural characteristics of the designed forging, as well as the size of the equipment forming force and the deformation of the forging, it is determined that the frame expansion size ratio of the designed forging in the final forging process section, pre-forging process section, billet making process section and billet process section is about 1:0.96:0.92:0.52;
[0072] -In the process of designing forgings, the billet process section uses free forging to upset the bar material into a ca...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More