

Resistance spot welding method for passivated coated steel plate
A coated steel plate and resistance spot welding technology, applied in resistance welding equipment, welding power supply, welding equipment, etc., can solve problems such as electrode steel plate adhesion, explosion points, and influence on welding quality, so as to reduce reaction, increase stability, and improve welding quality. The effect of spot weld quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0063] (1) Preparation of welding plate group
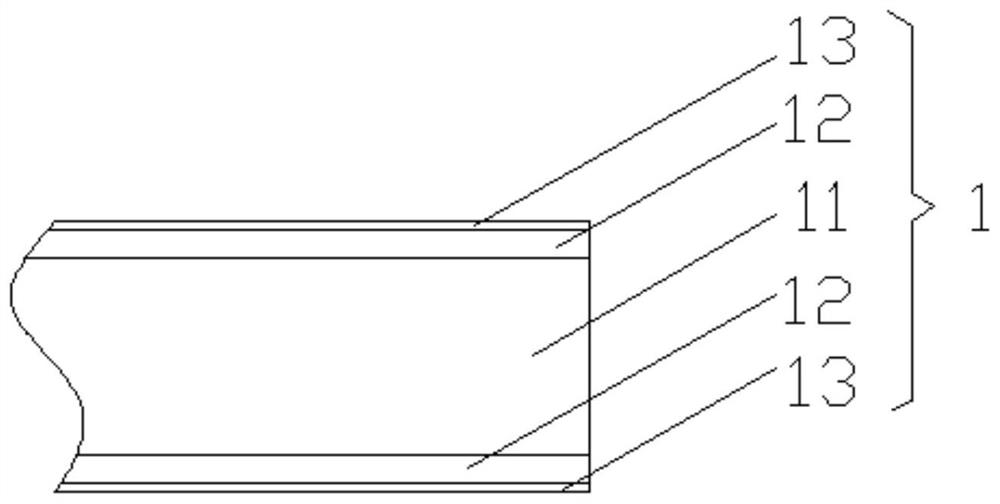
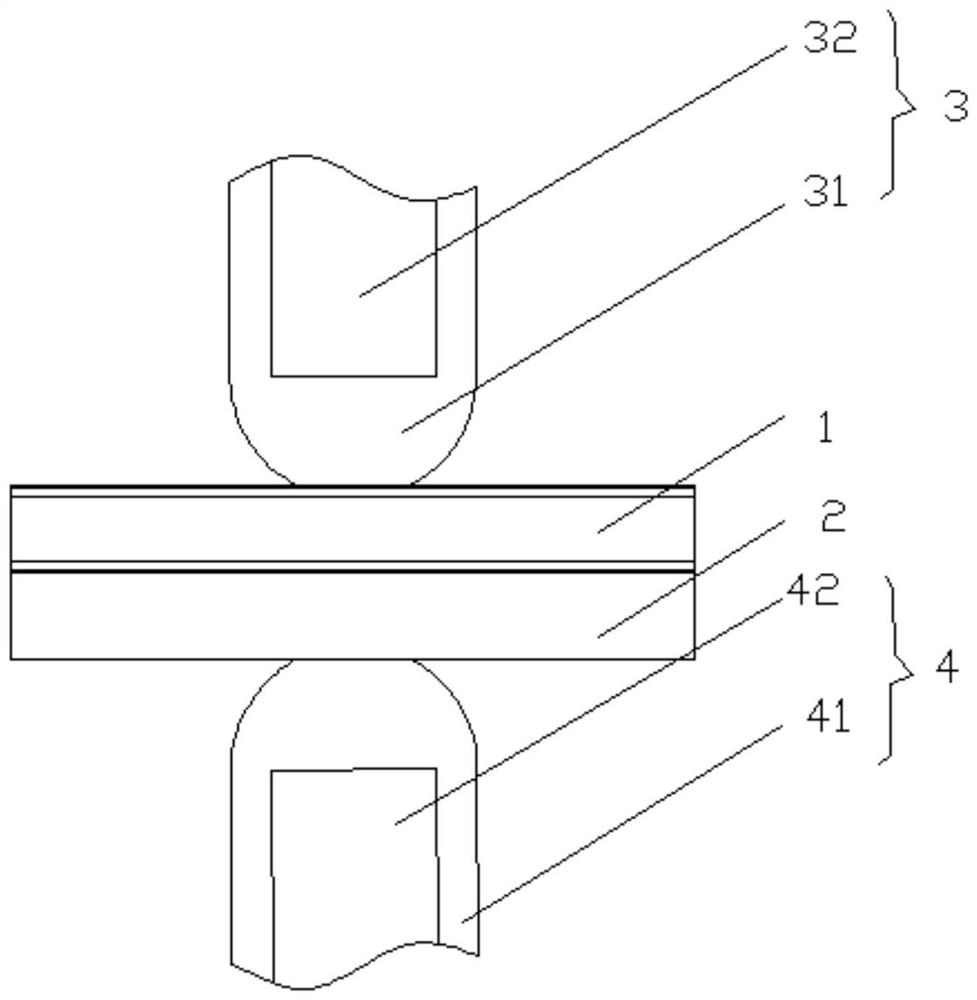
[0064] A passivated coated steel plate 1 and a test plate 2 are combined to form a welded plate group, and the passivated coated steel plate 1 is located on the top of the test plate 2, such as image 3 Shown; Wherein, passivation coating steel plate 1 thickness 1mm, substrate 11 is IF steel plate; Coating layer 12 is GI coating, thickness 7 μ m; Passivation layer 13 is chromium-free passivation layer, thickness 1 μ m; Test plate 2 is uncoated steel plate, Thickness 1 is mm; 3 pulses are to be used for continuous resistance welding;
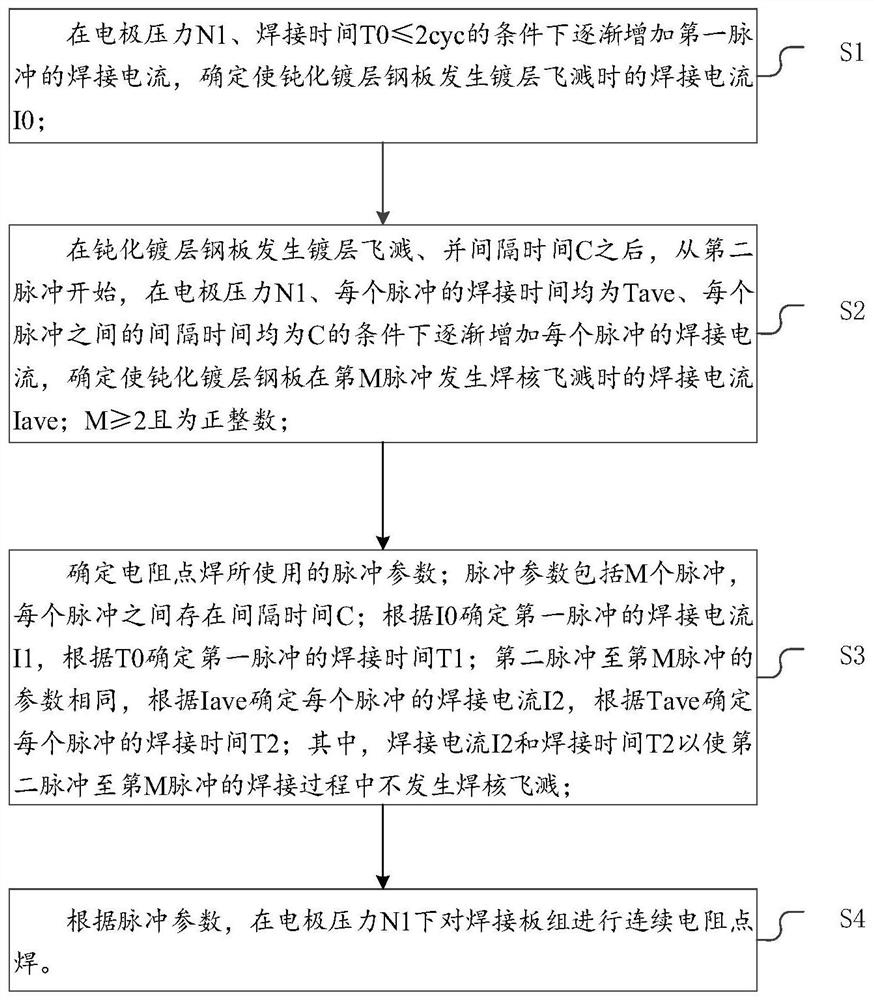
[0065] (2) Determine the pulse current I of the coating splash 0 and T 0
[0066] Put the welding test plate group used for the test between the upper electrode 3 and the lower electrode 4 for a pulse welding, the pressure between the electrodes N 1 Set to 3kN, welding time T 0 Determined to be 2cyc, gradually increase the welding current. When the welding current increases to 10000A, it is obser...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More