Hole-type rolling forming method for metal layered composite plate
A technology of pass rolling and composite plate, which is applied in the field of metal layered composite plate preparation, can solve the problems of uncoordinated rolling direction extension, low shear bonding strength, aluminum overflow, etc., and achieve high interface bonding strength and improved interface The effect of bonding strength and product performance stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
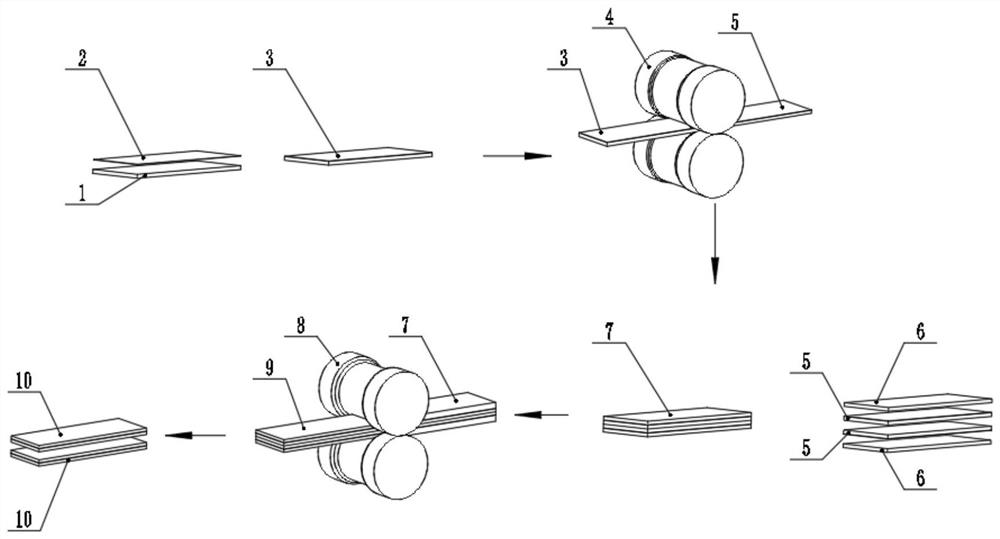
[0032] refer to figure 1 As shown, this embodiment provides a metal layered composite plate pass rolling forming method for preparing Q235 / 1060 / 3003 layered composite plate, specifically including:
[0033] S1. Prepare the steel plate 1 to be clad and the aluminum plate 2 to be clad and perform surface treatment:
[0034]Prepare a piece of steel plate 1 to be clad with a length x width x height of 3000 x 400 x 10mm and a material of Q235, anneal the steel plate 1 to be clad at 600° C. for 2 hours and then air cool it to remove the oil and dirt on the surface to be clad in the steel plate 1 to be clad. Oxide film, with acetone and alcohol to clean the surface to be compounded steel plate 1 to be compounded, then use a grinder to polish the surface to be compounded steel plate 1 to be compounded, the surface roughness after grinding is Ra25, let it stand and dry; choose a long × Width × height is 3000 × 400 × 0.2mm, the industrial pure aluminum plate of material is 1060 is used...
Embodiment 2
[0044] refer to figure 1 As shown, this embodiment provides a metal layered composite plate pass rolling forming method for preparing Q235B / 1050 / 5083 layered composite plate, specifically including:
[0045] S1. Prepare the steel plate 1 to be clad and the aluminum plate 2 to be clad and perform surface treatment:
[0046] Prepare a piece of steel plate 1 to be clad with a length x width x height of 6000 x 500 x 40 mm and a material of Q235B, anneal the steel plate 1 to be clad at 600° C. for 2 hours, and then air cool it to remove oil and dirt on the surface to be clad in the steel plate 1 to be clad. Oxide film, clean the surface to be compounded of the steel plate 1 to be compounded with acetone and alcohol, and then use a grinder to polish the surface to be compounded of the steel plate 1 to be compounded, the surface roughness after grinding is Ra100, and leave it to dry; × Width × height is 6000 × 500 × 2mm, the industrial pure aluminum plate of material is 1050 is used...
Embodiment 3
[0056] refer to figure 1 As shown, this embodiment provides a metal layered composite plate pass rolling forming method for preparing 304 / 1060 / 6061 layered composite plate, specifically including:
[0057] S1. Prepare the steel plate 1 to be clad and the aluminum plate 2 to be clad and perform surface treatment:
[0058] Prepare a piece of steel plate 1 to be clad with a length×width×height of 12000×100×20mm and made of 304 stainless steel, anneal the steel plate 1 to be clad at 600°C for 2 hours, and then air-cool it to remove oil stains on the surface to be clad in the steel plate 1 to be clad and oxide film, with acetone and alcohol to clean the surface to be compounded of the steel plate 1 to be compounded, and then use a grinder to polish the surface to be compounded of the compounded steel plate 1, the surface roughness after grinding is Ra200, and leave it to dry; The length × width × height is 12000 × 100 × 1mm, and the industrial pure aluminum plate with a material o...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com