

Rolling process method for nuclear power station nuclear main pump long shaft sleeve
A process method and technology of nuclear main pump, applied in nuclear engineering, nuclear power generation, presses, etc., can solve the problems of cost loss, deformation of the long shaft sleeve of the mandrel, scrapped workpiece, etc., and achieve increased service life, hardness and strength. , the effect of improving wear resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
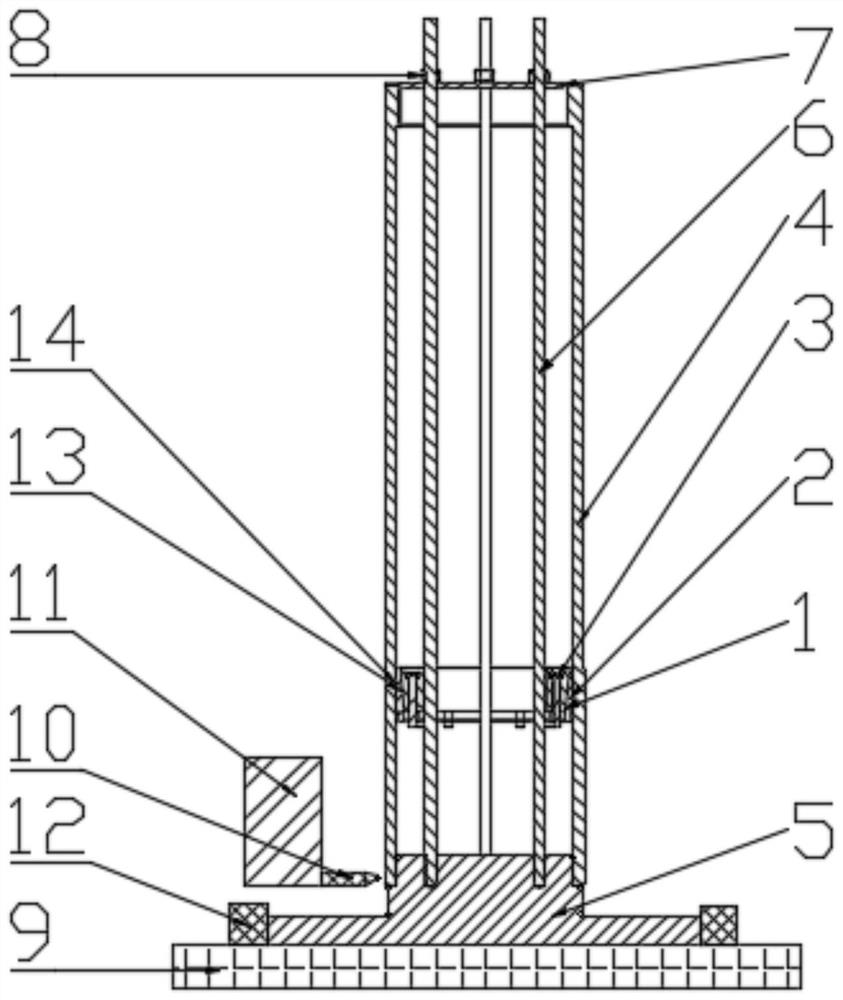
[0023] A rolling process method for a long shaft sleeve of a nuclear main pump of a nuclear power plant, comprising the following steps:
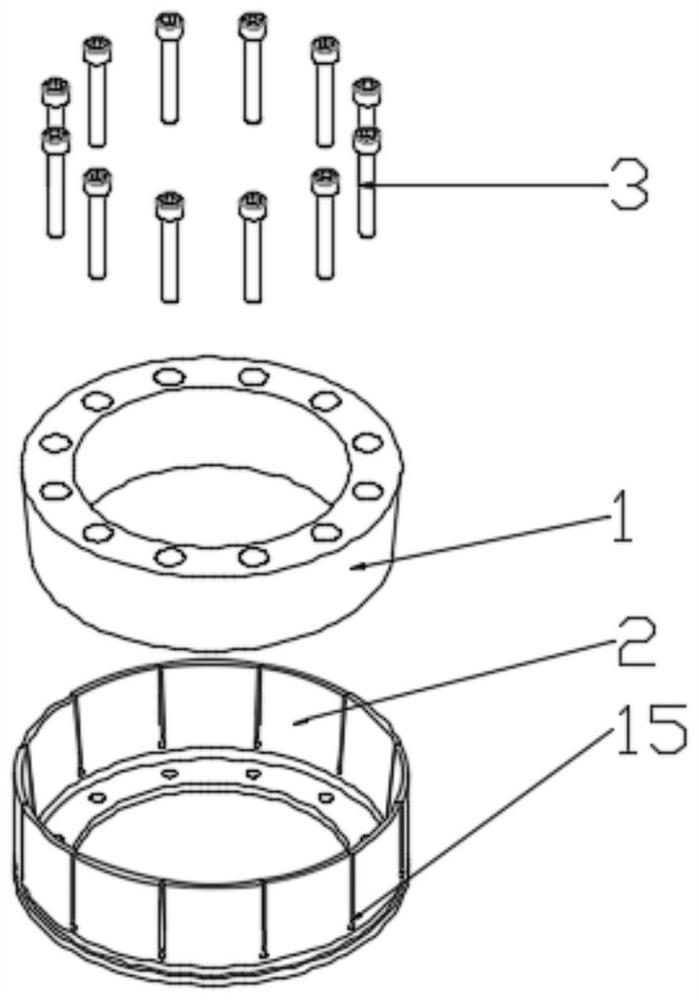
[0024] 1) The inner support 1 and the outer support 2 are assembled together by bolts 3 and installed on the inner hole step 14 of the long shaft sleeve 4, such as figure 1 As shown, through the clockwise rotation of the bolt 3, the inner support 1 slides on the contacting slope 13 to the bottom surface of the outer support 2, and the outer support 2 is evenly distributed with 12 openings 15, as figure 2 As shown, the outer support 2 is tightened outward, and the outer support 2 supports the inner hole step 4 of the long shaft sleeve 4;
[0025] 2) Install the rolling lower supporting plate 5 on the workbench 9 of the vertical lathe;
[0026] 3) The lower step of the long shaft sleeve 4 is installed on the upper step of the rolling lower supporting plate 5, and the fit gap J1 of the two positions satisfies
[0027] J1≤0.01mm;
[0028] 4...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More