Online adjustment method for roller transmission precision of seamless steel tube cold-rolling mill
An adjustment method and transmission precision technology, which is applied in the direction of rolls, rolling mill control devices, metal rolling racks, etc., can solve the problems of inability to achieve quantification, standardized and standardized operations, high requirements for operating personnel's experience and skills, and inability to achieve meshing parts, etc. , to achieve the effect of promoting the construction of equipment function accuracy, convenient calculation, and smooth process steps
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
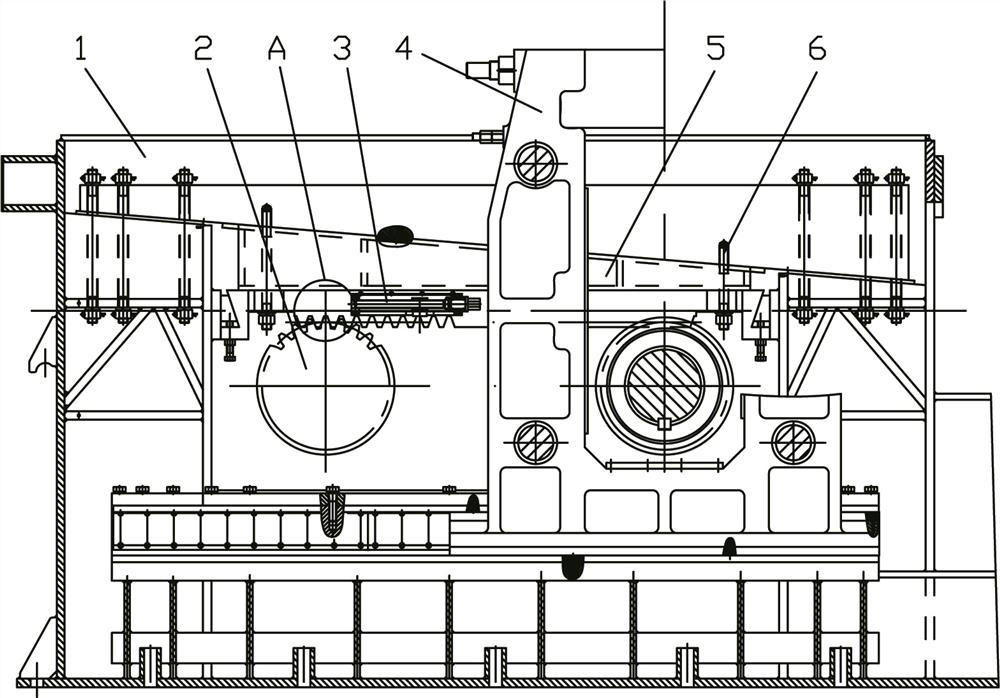
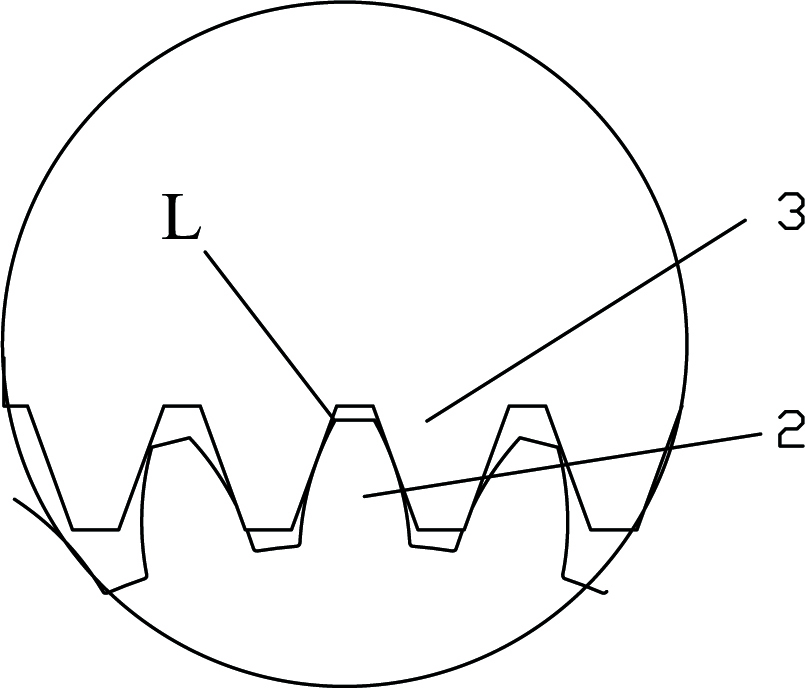
[0070] Taking the LG-220H two-roller periodic seamless steel pipe cold rolling mill with a product specification of φ150-220mm as an example, and replacing the roll device with a product specification of φ208*12mm as an example, the calibration of the tooth side meshing clearance of the rolling mechanism is implemented on site. The working steps included in the process are: job preparation, actual measurement of wear equivalent, positioning of working frame (front and rear limit positions), measurement and calculation of tooth side meshing clearance, online adjustment and correction of tooth side meshing clearance, tooth side meshing clearance inspection, etc. The standard clearance of tooth side meshing is 0.15±0.02mm.
[0071] 1) The operation preparation process includes: disclosure of safety technology, implementation of on-site safety precautions, inspection and maintenance operation registration and listing contact, preparation of tooling equipment, etc. → the working fra...
Embodiment 2
[0081] Taking the LG-150H two-roller periodic seamless steel pipe cold rolling mill with a product specification of φ110-150mm as an example, and replacing the roll device with a finished product specification of φ110*7.5mm as an example, the calibration of the tooth side meshing gap of the rolling mechanism is carried out on site. The working steps included in the process are: job preparation, actual measurement of wear equivalent, positioning of working frame (front and rear limit positions), measurement and calculation of tooth side meshing clearance, online adjustment and correction of tooth side meshing clearance, tooth side meshing clearance inspection, etc. The standard clearance of tooth side meshing is 0.12±0.02mm.
[0082] 1) The operation preparation process includes: disclosure of safety technology, implementation of on-site safety precautions, inspection and maintenance operation registration and listing contact, preparation of tooling equipment, etc. → the working...
Embodiment 3
[0092] Taking the LG-110H two-roller periodic seamless steel pipe cold rolling mill with a finished product specification of φ76-110mm as an example, the daily maintenance of the roll device with a specification of φ90*6.5mm is taken as an example, and the calibration of the tooth side meshing gap of the rolling mechanism is carried out on site . The working steps included in the process are: job preparation, actual measurement of wear equivalent, positioning of working frame (front and rear limit positions), measurement and calculation of tooth side meshing clearance, online adjustment and correction of tooth side meshing clearance, tooth side meshing clearance inspection, etc. The standard clearance of tooth side meshing is 0.10±0.02mm.
[0093] 1) The operation preparation process includes: disclosure of safety technology, implementation of on-site safety precautions, inspection and maintenance operation registration and listing contact, preparation of tooling equipment, et...
PUM
 Login to view more
Login to view more Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap