

Cold rolling pipe manufacturing method for improving roughness quality of inner wall of stainless steel seamless pipe for power station boiler
A power plant boiler and stainless steel technology, applied in metal rolling, metal rolling, rolling mill control devices, etc., can solve problems such as abnormal synchronous rotary motion of tube blanks, abnormal roundness of seamless steel tubes, and damage to rolling surface quality. , to achieve the effect of reducing environmental protection disposal costs, reducing abnormal movement gaps and shock load fluctuations, and reducing elastic deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0040] The present invention will be further described below in conjunction with embodiment.
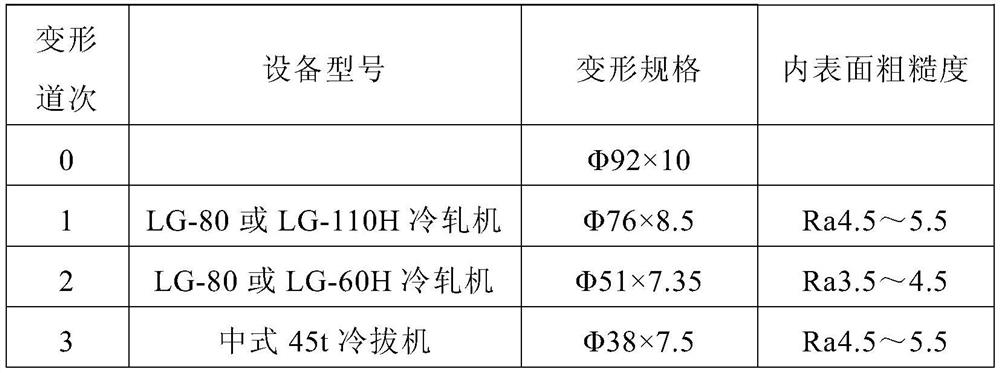
[0041] Taking the TP347H stainless steel seamless pipe cold-rolled pipe process used for domestic 100MW super-provisional generator sets with a finished product size of 38mm×7.5mm×11m as an example, the technical points of the process are:
[0042] LG-80 or LG-110H cold rolling mill billet rolling process requirements: rolling billet tube specification Φ92×10mm, semi-finished product specification Φ76×8.5mm, rolling speed 50-60 times / min, rolling feed rate 3.5- 4.5mm, the rotation angle deviation is controlled within ±5 degrees.
[0043] SKW-75 high-speed cold rolling mill finished product rolling process requirements: rolling billet tube specification Φ76×8.5mm, finished product specification Φ38×7.5mm, rolling speed 100-110 times / min, rolling feed rate 3.0-4.0mm, The rotation angle deviation is controlled within ±3 degrees.
[0044] Technical requirements for parameter adjustment...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More